لحام الانصهار التناكبي يربط أنابيب البولي إيثيلين عالي الكثافة (HDPE) بتسخين أطرافها. تُذيب هذه العملية الأنابيب وتُدمجها لمنع التسرب. تتميز هذه الوصلات بمتانتها وقدرتها على التحمل لسنوات عديدة. وهي ضرورية للصناعات التي تحتاج إلى أنظمة أنابيب متينة. مم-تكتعمل آلة لحام الانصهار الطرفي من "بووت فيوجن" بدقة وموثوقية. وهي تُساعد في المشاريع في المدن والصناعات الناشئة.
اتباع قواعد مثل ISO وASTM يضمن سلامة هذه الوصلات، مما يجعلها مثالية لأنظمة المياه والصرف الصحي.
الوجبات السريعة الرئيسية
لحام الانصهار التناكبي هو عملية ربط أنابيب البولي إيثيلين عالي الكثافة (HDPE) عن طريق تسخين أطرافها وصهرها. تُنتج هذه العملية وصلات قوية ومضادة للتسرب للعديد من الصناعات.
تنظيف وتسوية أطراف الأنابيب قبل اللحام أمر بالغ الأهمية. فالتحضير الجيد يُقوّي المفاصل ويمنع التسريبات، مما يُحسّن سير العملية.
يُعدّ استخدام الحرارة المناسبة (من ٤٠٠ إلى ٤٥٠ درجة فهرنهايت) والضغط (من ٣٠ إلى ٩٠ رطل/بوصة مربعة) أمرًا بالغ الأهمية. تؤثر هذه الإعدادات على قوة المفاصل ومتانتها.
عملية اللحام بالاندماج التنافري خطوة بخطوة
تنظيف نهايات الأنابيب
ابدأ بتنظيف أطراف الأنابيب بعناية. الأوساخ أو الشحوم قد تُضعف المفاصل. استخدم قطعة قماش نظيفة لمسحها جيدًا. أما الأوساخ الصعبة، فاستخدم مكشطة أو محلول تنظيف. تُساعد الأسطح النظيفة على التصاق الأنابيب بقوة عند ذوبانها.
تلميح: افحص أطراف الأنابيب بعد التنظيف. تأكد من عدم وجود أي أوساخ. هذه الخطوة البسيطة تُقوّي الوصلة.
تثبيت الأنابيب
بعد التنظيف، ثبّت الأنابيب في آلة اللحام باستخدام المشابك. تُحافظ هذه المشابك على استقامة الأنابيب أثناء اللحام. إذا لم تكن الأنابيب مُحاذاةً لبعضها، فقد يتسرب السائل من الوصلة أو ينكسر.
عنصر أساسي | لماذا يهم |
|---|---|
احرص على إبقاء الأنابيب في الوضع الصحيح للحصول على لحامات قوية. | |
لوحة سخان | يسخن أطراف الأنابيب بالتساوي للحصول على وصلة جيدة. |
المحاذاة الصحيحة | يمنع النقاط الضعيفة ويضمن سلامة المفصل. |
كما يُخفِّف التثبيت الضغط ويمنع انحناء الأنابيب. هذه الخطوة بالغة الأهمية للحصول على لحام قوي.
تسخين نهايات الأنابيب
بعد ذلك، سخّن أطراف الأنابيب باستخدام لوحة التسخين. تعمل اللوحة على تسخين الأطراف إلى 400 درجة فهرنهايت –450 درجة فهرنهايت (204 درجات مئوية - 232 درجة مئوية)يؤدي هذا إلى إذابة مادة الأنبوب بالتساوي دون حدوث أي ضرر.
مؤشر الأداء | ماذا تعني |
|---|---|
التدفئة درجة الحرارة | يبقى بين 400 درجة فهرنهايت و 450 درجة فهرنهايت للذوبان المناسب. |
مدة التسخين | يستغرق الأمر وقتًا أطول حتى يتم تسخين الأنابيب الأكبر حجمًا بالكامل. |
تأكد من نظافة صفيحة التسخين قبل الاستخدام. بعد ذوبان أطرافها، أزل الصفيحة بعناية لتجنب الأوساخ.
دمج الأنابيب معًا
اضغط طرفي الأنبوب المذاب معًا باستخدام آلة اللحام. حافظ على ضغط ثابت لضمان التصاق الطرفين جيدًا. يجب أن يتراوح الضغط بين 30 و90 رطل/بوصة مربعة، حسب حجم الأنبوب.
ملاحظة: استخدام الضغط المناسب أمر بالغ الأهمية. الضغط الزائد يدفع المادة المنصهرة للخارج، والضغط القليل يُضعف المفصل.
تُنشئ هذه الخطوة وصلة قوية، مما يجعل الأنابيب قطعة واحدة متماسكة. تُظهر الدراسات أن هذا يُحسّن المتانة ويُقلل من احتمالية التلف.
تبريد المفصل
أخيرًا، دع الوصلة تبرد بشكل طبيعي وهي لا تزال مثبتة. لا تُحرِّك الأنابيب أو تُشغِّلها بقوة خلال هذا الوقت. عادةً ما يستغرق التبريد من 7.5 إلى 10 ثوانٍ، حسب حجم الأنبوب.
يؤثر وقت التبريد على قوة المفصل. التبريد لفترة طويلة قد يُضعف بعض المواد.
تساعد نماذج التبريد المتقدمة في التنبؤ بأوقات التبريد للحصول على نتائج أفضل.
بعد أن يبرد، حرّر المشابك وافحص المفصل. المفصل الجيد يكون قويًا، مانعًا للتسرب، وجاهزًا للاستخدام.
أنواع آلات اللحام بالاندماج التناكبي
اختيار الحق بعقب الانصهار لحام يعتمد ذلك على احتياجات مشروعك. لكل نوع ميزات وفوائد فريدة تناسب مختلف المهام.
آلات اللحام اليدوية
اللحام اليدوي آلات بسيطة واقتصادية. يتحكم المشغلون بالعملية، مما يجعلها مثالية للمشاريع الصغيرة. تعمل بكفاءة في المناطق ذات تكاليف العمالة المنخفضة أو حيث لا حاجة للأتمتة.
المزايا:
سهلة الاستخدام وصديقة للميزانية.
أرخص من الآلات الهيدروليكية أو الأوتوماتيكية.
الأفضل للمهام الصغيرة ذات اللحامات الأقل.
القيود:
تعتمد الدقة على مهارة المشغل.
غير مثالي للمشاريع الكبيرة أو المعقدة التي تحتاج إلى دقة عالية.
نصيحه:بالنسبة للوظائف الصغيرة أو الميزانيات المحدودة، فإن اللحام اليدوي هو الخيار الذكي.
آلات اللحام بالصهر التناكبي شبه الأوتوماتيكية
تجمع ماكينات اللحام شبه الآلية بين العمل اليدوي والأتمتة. تُقلل هذه الآلات جهد المُشغّل وتُحسّن الدقة. وهي مُناسبة للمشاريع المتوسطة والكبيرة التي تتطلب نتائج مُتسقة.
الميزات الرئيسية :
التسخين والضغط الآليين للحصول على دقة أفضل.
اعتماد أقل على مهارات المشغل مقارنة بالآلات اليدوية.
تحقق اللحامات شبه الأوتوماتيكية التوازن بين التكلفة والأداء، مما يجعلها تحظى بشعبية كبيرة بين المحترفين.
آلات لحام الانصهار الطرفي الأوتوماتيكية بالكامل
توفر ماكينات اللحام الأوتوماتيكية بالكامل دقة وكفاءة فائقتين. تتولى هذه الآلات جميع المهام، من التسخين إلى التبريد، بجهد بسيط من المشغل. وهي مثالية للمشاريع الكبيرة التي تتطلب وصلات عالية الجودة.
الميزات | اللحام اليدوي | اللحامات الأوتوماتيكية |
|---|---|---|
سرعة اللحام | 2-3 مفاصل في الساعة | 3-4 مفاصل في الساعة |
التكلفة المبدئية | أقل | أكثر |
سهولة الاستعمال | يتم التحكم بها بواسطة المشغل | آلية في الغالب |
تكاليف الصيانة | أقل | أكثر |
ملاحظات:تكلف الآلات الأوتوماتيكية أكثر ولكنها توفر موثوقية وكفاءة ممتازة.
ميزات وفوائد آلة دمج الأرداف من MM-Tech
تتميز آلات MM-Tech بميزاتها المتطورة وسهولة استخدامها. صُممت هذه الآلات لتوفير حلول لحام موثوقة وفعالة.
لماذا تختار MM-Tech؟
تضمن أدوات مثل مسجلات البيانات الحصول على لحامات دقيقة وعالية الجودة.
بأسعار معقولة وموثوقة، وتوفر قيمة كبيرة.
ضمان لمدة 24 شهرًا يضيف الثقة والرضا.
تتميز آلات MM-Tech بالمتانة والدقة وسهولة الاستخدام. إنها الخيار الأمثل للمحترفين حول العالم. سواءً لمشاريع صغيرة أو كبيرة، توفر MM-Tech الحل الأمثل لك.
أفضل الممارسات لوصلات أنابيب البولي إيثيلين عالية الكثافة المتينة
الحفاظ على أسطح الأنابيب نظيفة وناعمة
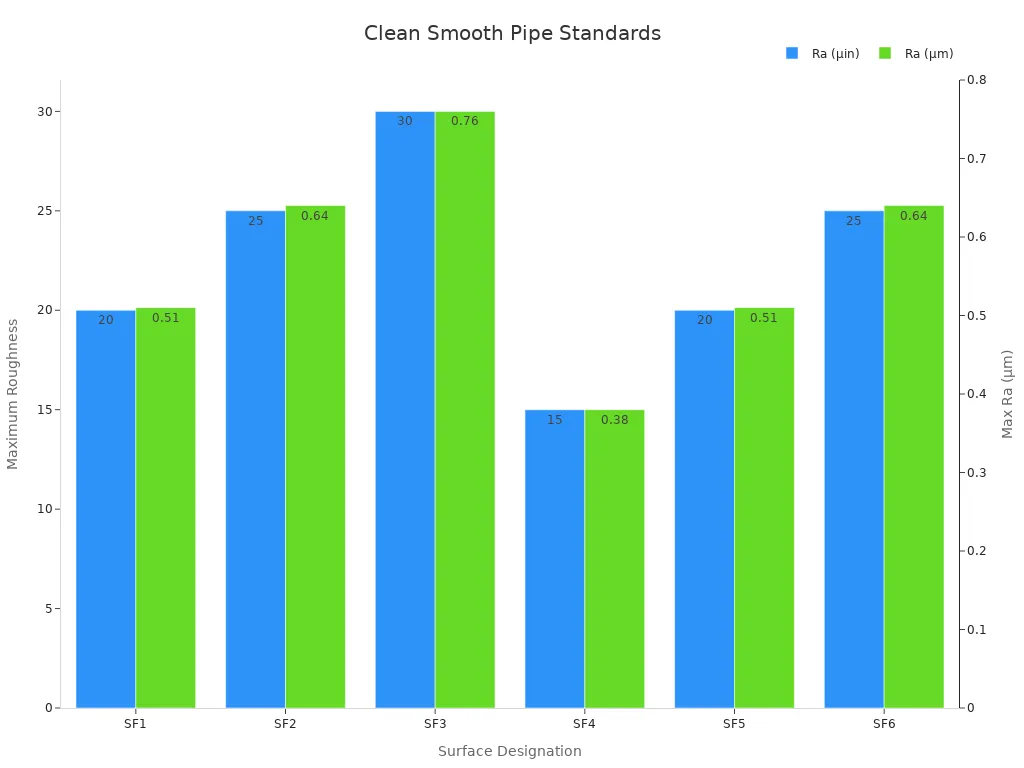
الأنابيب النظيفة والناعمة تُقوّي الوصلات. قد تُسبّب الأوساخ أو البقع الخشنة تسريبات أو كسورًا. يجب أن تستوفي الأنابيب معايير النظافة التي تضعها الصناعات. تُصنّف معايير ASME BPE الأسطح من SF0 إلى SF6. SF4 هو الأكثر نعومةً والأفضل للبيئات النظيفة.
نوع السطح | ماكس را (μin) | ماكس را (ميكرومتر) | الانتهاء من السطح |
|---|---|---|---|
SF0 | لا يوجد | لا يوجد | مصقول بواسطة الآلة |
SF4 | ≤ 15 | ≤ 0.38 | مصقول ومعالج بالكهرباء |
تلتصق الأنابيب الملساء بشكل أفضل أثناء اللحام. استخدم مكشطة أو منظفات لإزالة الأوساخ. للأعمال الدقيقة، تُعدّ أسطح SF4 الأنسب للحصول على نتائج قوية.
محاذاة نهايات الأنابيب بشكل صحيح
الأنابيب المتوازية تُقوّي الوصلات. الأنابيب غير المتوازية قد تتشقق أو تتسرب. استخدم المشابك لتثبيت الأنابيب بشكل مستقيم. تساعد المشابك على التقاء الأطراف بشكل مثالي للحصول على لحام جيد.
تلميح: تأكد دائمًا من محاذاة المفصل قبل اللحام. حتى الأخطاء الصغيرة قد تُضعف المفصل.
استخدام درجة الحرارة والضغط المناسبين
درجة الحرارة والضغط أساسيان في لحام الانصهار التناكبي. سخّن الأنابيب إلى درجة الحرارة المناسبة لضمان انصهارها بالتساوي. بالنسبة لأنابيب البولي إيثيلين عالي الكثافة، سخّنها بين 400 و450 درجة مئوية (204 و232 درجة فهرنهايت). طبّق ضغطًا ثابتًا، عادةً ما بين 30 و90 رطل/بوصة مربعة، حسب حجم الأنبوب.
عامل رئيسي | أفضل مجموعة |
|---|---|
التدفئة درجة الحرارة | 400 درجة فهرنهايت –450 درجة فهرنهايت (204 درجات مئوية - 232 درجة مئوية) |
ضغط الاندماج | 30-90 رطل لكل بوصة مربعة |
تجنب تسخين الأنابيب بشكل مفرط أو منخفض. الضغط الخاطئ قد يُضعف الوصلة. استخدم آلة لحام ذات تحكم دقيق لإنجاز العمل بشكل صحيح.
فحص المفصل بعد اللحام
افحص المفصل بعد اللحام للتأكد من متانته. ابحث عن أي شقوق أو فجوات أو بقع غير مستوية. يبدو المفصل الجيد ناعمًا ومتساويًا. في المشاريع المهمة، استخدم أدوات مثل الفحص بالموجات فوق الصوتية لفحص المفصل.
ملاحظة: تساعد الفحوصات المنتظمة على اكتشاف المشكلات مبكرًا وتوفير الوقت والمال.
من خلال اتباع هذه الخطوات، يمكنك عمل وصلات أنابيب HDPE تدوم طويلاً ولا تتسرب.
يعد اللحام بالاندماج اللاحق أمرًا أساسيًا لصنع أنابيب قوية وخالية من التسرب HDPE أنظمة الأنابيب. توفر الدقة والسرعة والأداء الدائم.
عامل رئيسي | لماذا يهم |
|---|---|
ينضم HDPE الأنابيب بسرعة وفعالية | |
دقة | يخلق مفاصل قوية تظل قوية بمرور الوقت |
درجة الحرارة والضغط الأمثل | مطلوب لصنع اللحامات عالية الجودة |
أسطح نظيفة ومتوازنة | يوقف المشاكل مثل اللحامات الضعيفة أو المعيبة |
تساعد خطوات مثل التنظيف والتثبيت والتبريد على بناء وصلات متينة. تُحسّن آلات MM-Tech من قوتها بفضل سخاناتها المطلية بالتفلون وأدواتها الهيدروليكية الدقيقة. تتوافق هذه الميزات مع معايير ISO، مما يجعلها خيارًا موثوقًا به للخبراء في كل مكان.
تلميح: اعتني بأدوات اللحام الخاصة بك للحفاظ عليها تعمل بشكل جيد وتدوم لفترة أطول.
الأسئلة الشائعة
ما هي أفضل درجة حرارة لعملية اللحام بالاندماج اللاحق؟
أفضل درجة حرارة للتدفئة HDPE الأنابيب هي 400 درجة فهرنهايت إلى 450 درجة فهرنهايت (204 درجات مئوية إلى 232 درجة مئوية)يساعد هذا على ذوبان الأنابيب بشكل صحيح وتشكيل وصلة قوية.
كيف يمكنك الحفاظ على محاذاة الأنابيب أثناء اللحام؟
استخدم المشابك لتثبيت الأنابيب بإحكام في مكانها. تمنع هذه المشابك الأنابيب من التحرك، مما يضمن تطابق الأطراف تمامًا للحصول على وصلة متينة وخالية من التسرب.
هل آلات MM-Tech جيدة للأنابيب الكبيرة؟
نعم، يمكن لآلات دمج الأنابيب من MM-Tech لحام الأنابيب حتى 1200mm واسعة. تم تصميمها لتكون قوية ودقيقة، حتى للمشاريع الكبيرة.








