Butt fusion welding joins HDPE pipes by heating their ends. This process melts and fuses the pipes to prevent leaks. The joints are strong and can last for many years. It is important for industries needing tough pipe systems. MM-Tech’s Butt Fusion Welder works accurately and reliably. It helps with projects in growing cities and industries.
Following rules like ISO and ASTM ensures these joints are safe. This makes them perfect for water and sewage systems.
Key Takeaways
Butt fusion welding joins HDPE pipes by heating and melting their ends. This process makes strong, leak-free connections for many industries.
Cleaning and lining up pipe ends before welding is very important. Good preparation makes strong joints and stops leaks, helping the process work better.
Using the correct heat (400°F to 450°F) and pressure (30 to 90 psi) is key. These settings affect how strong and long-lasting the joints will be.
Step-by-Step Process of Butt Fusion Welding
Cleaning the Pipe Ends
Start by cleaning the pipe ends carefully. Dirt or grease can weaken the joint. Use a clean cloth to wipe them well. For tough dirt, use a scraper or cleaning solution. Clean surfaces help the pipes bond strongly when melted.
Tip: Check the pipe ends after cleaning. Make sure no dirt is left. This small step makes the joint stronger.
Clamping the Pipes
After cleaning, secure the pipes in the welder with clamps. These clamps keep the pipes straight during welding. If the pipes are not aligned, the joint may leak or break.
Key Element | Why It Matters |
|---|---|
Keep pipes in the right position for strong welds. | |
Heater Plate | Heats pipe ends evenly for a good joint. |
Proper Alignment | Prevents weak spots and ensures the joint is safe. |
Clamping also reduces stress and keeps the pipes from bending. This step is very important for a strong weld.
Heating the Pipe Ends
Next, heat the pipe ends using the heater plate. The plate warms the ends to 400°F–450°F (204°C–232°C). This melts the pipe material evenly without damage.
Performance Indicator | What It Means |
|---|---|
Heating Temperature | Stays between 400°F and 450°F for proper melting. |
Heating Duration | Takes longer for bigger pipes to heat fully. |
Make sure the heater plate is clean before use. Once the ends are melted, remove the plate carefully to avoid dirt.
Fusing the Pipes Together
Press the melted pipe ends together with the welder. Use steady pressure so the ends bond properly. The pressure should be between 30 and 90 psi, depending on the pipe size.
Note: Using the right pressure is very important. Too much pressure pushes out melted material. Too little pressure makes the joint weak.
This step creates a strong joint, making the pipes like one solid piece. Studies show this improves strength and lowers the chance of failure.
Cooling the Joint
Finally, let the joint cool naturally while still clamped. Do not move or stress the pipes during this time. Cooling usually takes 7.5 to 10 seconds, depending on the pipe size.
Cooling time affects how strong the joint becomes. Cooling too long can weaken some materials.
Advanced cooling models help predict cooling times for better results.
Once cooled, release the clamps and check the joint. A good joint will be strong, leak-proof, and ready to use.
Types of Butt Fusion Welders
Choosing the right butt fusion welder depends on your project needs. Different types have unique features and benefits for various tasks.
Manual Butt Fusion Welders
Manual welders are simple and cost-effective machines. Operators control the process, making them great for small projects. They work well in areas with low labor costs or where automation isn’t needed.
Advantages:
Easy to use and budget-friendly.
Cheaper than hydraulic or automatic machines.
Best for small jobs with fewer welds.
Limitations:
Accuracy depends on the operator’s skill.
Not ideal for large or complex projects needing high precision.
Tip: For small jobs or tight budgets, manual welders are a smart choice.
Semi-Automatic Butt Fusion Welders
Semi-automatic welders mix manual work with some automation. These machines reduce operator effort and improve accuracy. They are suitable for medium to large projects needing consistent results.
Key Features:
Automated heating and pressure for better precision.
Less reliance on operator skills compared to manual machines.
Semi-automatic welders balance cost and performance, making them popular among professionals.
Fully Automatic Butt Fusion Welders
Fully automatic welders offer top precision and efficiency. These machines handle everything, from heating to cooling, with little operator input. They are perfect for big projects needing high-quality joints.
Feature | Manual Welders | Automatic Welders |
|---|---|---|
Welding Speed | 2-3 joints per hour | 3-4 joints per hour |
Initial Cost | Lower | Higher |
Ease of Use | Operator-controlled | Mostly automated |
Maintenance Costs | Lower | Higher |
Note: Automatic machines cost more but provide excellent reliability and efficiency.
MM-Tech Butt Fusion Machine Features and Benefits
MM-Tech machines are known for their advanced features and easy use. They are built to deliver reliable and efficient welding solutions.
Why Choose MM-Tech?
Tools like data loggers ensure precise and quality welds.
Affordable yet reliable, offering great value.
A 24-month warranty adds trust and satisfaction.
MM-Tech machines are durable, accurate, and easy to use. They are a top choice for professionals worldwide. Whether for small or large projects, MM-Tech has the right solution for you.
Best Practices for Durable HDPE Pipe Joints
Keeping Pipe Surfaces Clean and Smooth
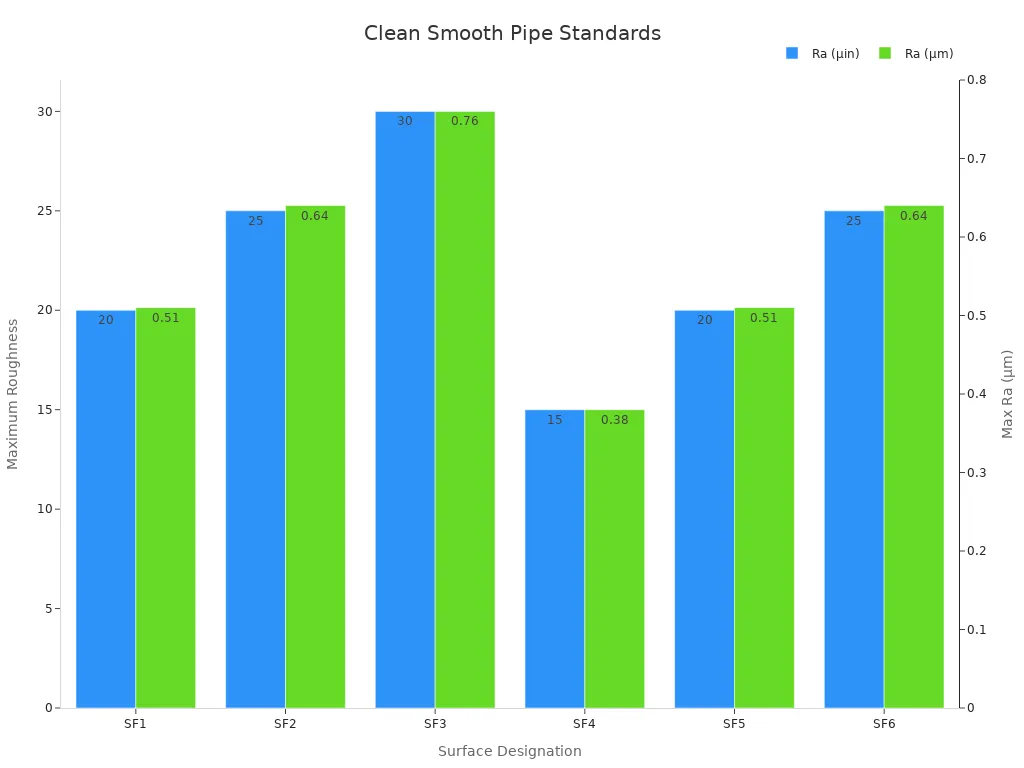
Clean and smooth pipes make stronger joints. Dirt or rough spots can cause leaks or breaks. Pipes should meet cleanliness rules set by industries. The ASME BPE standards rank surfaces from SF0 to SF6. SF4 is the smoothest and best for clean environments.
Surface Type | Max Ra (μin) | Max Ra (μm) | Surface Finish |
|---|---|---|---|
SF0 | N/A | N/A | Polished by machine |
SF4 | ≤ 15 | ≤ 0.38 | Polished and treated with electricity |
Smooth pipes bond better during welding. Use scrapers or cleaners to remove dirt. For precise jobs, SF4 surfaces work best for strong results.
Aligning Pipe Ends Correctly
Aligned pipes make joints stronger. Misaligned pipes can crack or leak. Use clamps to hold pipes steady and straight. Clamps help the ends meet perfectly for a good weld.
Tip: Always check alignment before welding. Even small mistakes can weaken the joint.
Using the Right Temperature and Pressure
Temperature and pressure are key in butt fusion welding. Heat pipes to the right temperature so they melt evenly. For HDPE pipes, heat between 400°F and 450°F (204°C–232°C). Apply steady pressure, usually 30 to 90 psi, based on pipe size.
Key Factor | Best Range |
|---|---|
Heating Temperature | 400°F–450°F (204°C–232°C) |
Fusion Pressure | 30–90 psi |
Don’t overheat or underheat the pipes. Wrong pressure can weaken the joint. Use a welder with accurate controls to get it right.
Checking the Joint After Welding
Inspect the joint after welding to ensure it’s strong. Look for cracks, gaps, or uneven spots. A good joint looks smooth and even. For important projects, use tools like ultrasonic testing to check the joint.
Note: Regular checks catch problems early and save time and money.
By following these steps, you can make HDPE pipe joints that last and don’t leak.
Butt fusion welding is key to making strong, leak-free HDPE pipe systems. It provides accuracy, speed, and lasting performance.
Key Factor | Why It Matters |
|---|---|
Joins HDPE pipes quickly and effectively | |
Precision | Creates tough joints that stay strong over time |
Optimal Temperature & Pressure | Needed for making high-quality welds |
Clean & Aligned Surfaces | Stops problems like weak or faulty welds |
Steps like cleaning, clamping, and cooling help create solid joints. MM-Tech’s machines improve strength with Teflon-coated heaters and accurate hydraulic tools. These features meet ISO rules, making them a reliable pick for experts everywhere.
Tip: Take care of your welding tools to keep them working well and lasting longer.
FAQ
What is the best temperature for butt fusion welding?
The best temperature to heat HDPE pipes is 400°F to 450°F (204°C–232°C). This helps the pipes melt properly and form a strong joint.
How can you keep pipes aligned during welding?
Use clamps to hold the pipes tightly in place. These clamps stop the pipes from shifting, making sure the ends match perfectly for a strong, leak-free joint.
Are MM-Tech machines good for big pipes?
Yes, MM-Tech Butt Fusion Machines can weld pipes up to 1200mm wide. They are built to be strong and precise, even for large projects.








