You need the right temperature to fuse pvdf pipe. Most makers say to use 250°C to 280°C (482°F to 536°F). This helps make strong and leak-proof joints. Using the correct heat gives good fusion. The table below shows normal ranges for PVDF systems:
Source | Temperature Range |
|---|---|
Kynar® PVDF Chemical Piping Systems | -40°F to 280°F |
PVDF Pipe | -20°C to +120°C |
Key Takeaways
Use a temperature between 250°C and 280°C (482°F to 536°F) for strong, leak-proof joints when fusing PVDF pipes.
Always clean the pipe ends before joining to prevent leaks and ensure a strong bond.
Monitor heating time and adjust based on pipe thickness to achieve the best fusion results.
PVDF Pipe Fusion Temperature
Standard Temperature Range
It is important to know the right heat for fusing pvdf pipe. Most experts say to use between 250°C and 280°C (482°F to 536°F). This heat helps make a strong joint that lasts a long time. The fusion works best if you keep the heat steady and correct.
You can look at the table below to see how standards from different places compare:
Temperature Range | Celsius (°C) | Fahrenheit (°F) |
|---|---|---|
Fusion Range | -40 to 140 | -40 to 284 |
General Rating | -20 to 140 | -4 to 284 |
Why Proper Temperature Matters
You need to use the right heat when fusing. If you do not, the joint can be weak. Weak joints might leak or break later. Too much or too little heat can hurt the fusion. Using the right heat lets the pvdf pipe molecules stick together. This makes the joint strong and safe.
Tests show that joints fused at the best heat last longer. The table below shows how heat changes PVDF pipe thickness over time:
Temperature (°C) | Time to 30% Thickness Reduction (years) | Total Thickness Reduction after 20 years (%) |
|---|---|---|
25 | 10.9 | 31 |
40 | 3.2 | 34 |
55 | 1.5 | 36 |
You can see that higher heat makes pipes wear out faster. That is why you should use the right fusion heat.
The MM-Tech Butt Fusion Machine helps you set the heat just right. It has:
Smart electronic heat control for good settings.
Teflon-coated heating plate for better work.
Works with PVDF, HDPE, PP, and other pipes.
These things help you make a strong, leak-free joint each time. You can count on the MM-Tech machine to keep fusion safe and steady.
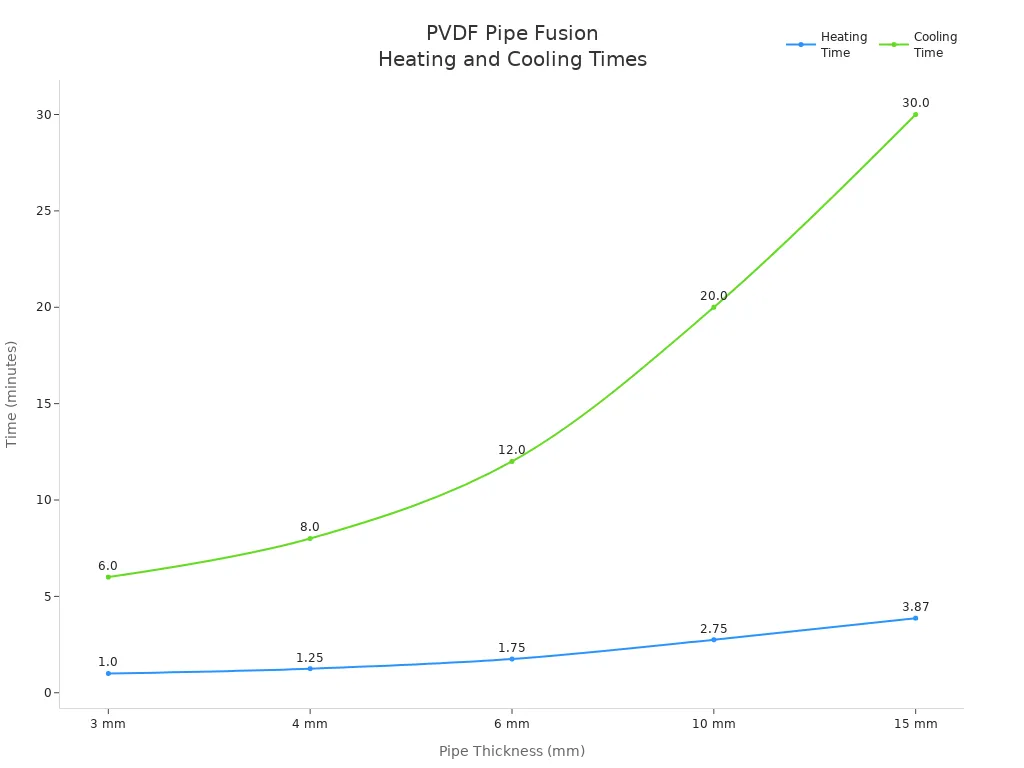
Tip: Always check how long to heat and cool your pipe. For example, a 3mm PVDF pipe needs about 1 minute of heat and 6 minutes of cooling at 235-240°C. Thicker pipes need more time.
You can see that using the right heat and time helps you get the best fusion every time.
PVDF Fusion Methods & Equipment
Main Fusion Methods
You can join pvdf pipe in different ways. Each way works best for certain jobs. The table below lists the main joining methods and what they do:
Joining Method | Description | Temperature Requirements |
|---|---|---|
Socket Fusion | Heats the ends of the pipe and fitting, then pushes them together. | Not specified |
Butt Fusion | Warms the ends until they melt, then joins them for a strong bond. | Not specified |
Beadless Fusion | Uses a heated bladder to take away weld beads and make a smooth joint. | Needs special tools with set timing and temperature controls |
Infrared Joining | Uses heat from light to join, so there is less contact with other materials. | Not specified |
Socket fusion and butt fusion are used a lot for pvdf pipe. Beadless fusion is good when you want the inside of the pipe to be smooth.
MM-Tech Butt Fusion Machine Advantages
The MM-Tech Butt Fusion Machine helps you join pvdf pipe well. It has digital temperature control that is very accurate. The heating plate is coated with Teflon to keep things clean. You can use a data logger to save up to 2000 welding reports. The machine checks the room temperature, voltage, and welding pressure. This helps you make a strong joint every time.
Factors Affecting Fusion
Many things can change how well you join pvdf pipe:
Pipe size and wall thickness
Equipment checks (these keep the temperature steady)
Operator skill and training
It is important to control the temperature exactly. Checking the heating plate often helps stop weak joints.
Practical Tips for Strong Joints
Tip: Always clean the pipe ends before joining. Use jigs to keep pipes straight. For thick pvdf, weld in steps at 230-260°C and let each step cool. Bevel the edges at a 30-45° angle for better joining. Keep grease and dirt off the pipe. Training helps you learn the right heating time and pressure.
You must use the right temperature to fuse PVDF pipe. This helps make the joint strong. The table shows the best temperature for joining:
Material | Temperature Range |
|---|---|
Super Proline® PVDF | Up to 140° C |
A good machine keeps the joint strong. People say the MM-Tech Butt Fusion Machine heats up fast. It works smoothly and keeps the heat steady. If you do not clean the pipe, the joint might leak. Using the wrong temperature can also cause problems. Always follow the steps to get safe and strong results.
Not following the rules can make weak joints or leaks.
Cleaning the pipe before joining helps stop failures.
FAQ
What is the best way to prepare a pipe before fusion?
You should clean the pipe ends with a lint-free cloth. Remove dirt and grease. Use a trimmer to make the pipe ends smooth and ready for joining.
Can you use the same temperature for every pipe size?
No. Larger pipe sizes may need more heating time. Always check the pipe thickness and adjust the temperature and time for proper fusion and strong joining.
How do you know if a pipe joint is strong after fusion?
Look for a smooth, even bead around the pipe joint. The pipe should not have gaps or cracks. A strong joint means the pipe will not leak.








