Le soudage bout à bout assemble les tubes en PEHD en chauffant leurs extrémités. Ce procédé permet de faire fondre et de fusionner les tubes pour éviter les fuites. Les assemblages sont solides et peuvent durer de nombreuses années. Ce procédé est essentiel pour les industries nécessitant des systèmes de tuyauterie robustes. MM-TechLe poste à souder bout à bout de 's fonctionne avec précision et fiabilité. Il est utile pour les projets dans les villes et les industries en pleine croissance.
Suivre des règles telles que ISO et ASTM garantit la sécurité de ces joints. Ils sont donc parfaits pour les réseaux d'eau et d'assainissement.
Points clés à retenir
Le soudage bout à bout assemble les tubes en PEHD en chauffant et en faisant fondre leurs extrémités. Ce procédé permet des connexions solides et étanches pour de nombreux secteurs.
Le nettoyage et l'alignement des extrémités des tuyaux avant le soudage sont essentiels. Une bonne préparation permet de solidifier les joints et d'éviter les fuites, améliorant ainsi le processus.
Il est essentiel d'utiliser la température (400 °C à 450 °C) et la pression (30 à 90 psi) appropriées. Ces réglages influencent la résistance et la durabilité des joints.
Processus étape par étape du soudage par fusion bout à bout
Nettoyage des extrémités des tuyaux
Commencez par nettoyer soigneusement les extrémités des tuyaux. La saleté ou la graisse peuvent fragiliser le joint. Utilisez un chiffon propre pour bien les essuyer. Pour les saletés tenaces, utilisez un grattoir ou une solution nettoyante. Des surfaces propres favorisent une bonne adhérence des tuyaux lorsqu'ils sont fondus.
Astuce: Vérifiez les extrémités des tuyaux après le nettoyage. Assurez-vous qu'il ne reste aucune saleté. Cette petite étape renforce le joint.
Serrage des tuyaux
Après le nettoyage, fixez les tuyaux dans la soudeuse avec des colliers. Ces colliers maintiennent les tuyaux droits pendant le soudage. Un mauvais alignement des tuyaux peut entraîner une fuite ou une rupture du joint.
Élément clé | Pourquoi ça compte |
|---|---|
Maintenez les tuyaux dans la bonne position pour des soudures solides. | |
Plaque chauffante | Chauffe les extrémités des tuyaux uniformément pour une bonne étanchéité. |
Alignement correct | Prévient les points faibles et assure la sécurité du joint. |
Le serrage réduit également les contraintes et empêche les tubes de se plier. Cette étape est essentielle pour une soudure solide.
Chauffage des extrémités des tuyaux
Ensuite, chauffez les extrémités du tuyau à l'aide de la plaque chauffante. La plaque chauffe les extrémités pour 400 °F à 450 °F (204 °C à 232 °C)Cela fait fondre le matériau du tuyau uniformément sans l'endommager.
Indicateur de performance | Ce que cela veut dire |
|---|---|
chauffage Température | Reste entre 400°F et 450°F pour une fusion adéquate. |
Durée de chauffage | Il faut plus de temps pour que les tuyaux plus gros chauffent complètement. |
Assurez-vous que la plaque chauffante est propre avant utilisation. Une fois les extrémités fondues, retirez-la délicatement pour éviter toute saleté.
Fusionner les tuyaux ensemble
Pressez les extrémités du tube fondu avec la soudeuse. Exercez une pression constante pour que les extrémités adhèrent correctement. La pression doit être comprise entre 30 et 90 psi, selon la taille du tube.
Remarque : Utiliser la bonne pression est essentiel. Une pression excessive expulse le matériau fondu. Une pression insuffisante fragilise le joint.
Cette étape crée un assemblage solide, faisant des tuyaux une seule pièce. Des études montrent que cela améliore la résistance et réduit les risques de défaillance.
Refroidir l'articulation
Enfin, laissez le joint refroidir naturellement, toujours serré. Ne déplacez pas et n'exercez aucune contrainte sur les tuyaux pendant ce temps. Le refroidissement prend généralement entre 7.5 et 10 secondes, selon la taille du tuyau.
Le temps de refroidissement affecte la résistance du joint. Un refroidissement trop long peut fragiliser certains matériaux.
Les modèles de refroidissement avancés aident à prédire les temps de refroidissement pour de meilleurs résultats.
Une fois refroidi, desserrez les pinces et vérifiez l'assemblage. Un bon assemblage sera solide, étanche et prêt à l'emploi.
Types de soudeuses bout à bout
Choisir le bon soudeur par fusion bout à bout Cela dépend des besoins de votre projet. Chaque type présente des caractéristiques et des avantages uniques pour différentes tâches.
Soudeuses bout à bout manuelles
Les soudeuses manuelles sont des machines simples et économiques. Les opérateurs contrôlent le processus, ce qui les rend idéales pour les petits projets. Elles sont efficaces dans les secteurs où les coûts de main-d'œuvre sont faibles ou où l'automatisation n'est pas nécessaire.
Avantages:
Facile à utiliser et économique.
Moins cher que les machines hydrauliques ou automatiques.
Idéal pour les petits travaux avec moins de soudures.
Limites:
La précision dépend de la compétence de l'opérateur.
Pas idéal pour les projets de grande envergure ou complexes nécessitant une grande précision.
Astuce:Pour les petits travaux ou les budgets serrés, les soudeurs manuels sont un choix judicieux.
Soudeuses bout à bout semi-automatiques
Les soudeuses semi-automatiques allient travail manuel et automatisation. Ces machines réduisent l'effort de l'opérateur et améliorent la précision. Elles conviennent aux projets de moyenne à grande envergure nécessitant des résultats constants.
Fonctionnalités clés:
Chauffage et pression automatisés pour une meilleure précision.
Moins de recours aux compétences de l’opérateur par rapport aux machines manuelles.
Les soudeurs semi-automatiques équilibrent coût et performances, ce qui les rend populaires parmi les professionnels.
Soudeuses bout à bout entièrement automatiques
Les soudeuses entièrement automatiques offrent une précision et une efficacité optimales. Elles gèrent toutes les opérations, du chauffage au refroidissement, avec une intervention minimale de l'opérateur. Elles sont idéales pour les grands projets nécessitant des assemblages de haute qualité.
Caractéristique | Soudeurs manuels | Soudeurs automatiques |
|---|---|---|
Vitesse de soudage | 2 à 3 joints par heure | 3 à 4 joints par heure |
Coût initial | Coût en adjuvantation plus élevé. | Meilleure performance du béton |
Simplicité d’utilisation | Contrôlé par l'opérateur | Principalement automatisé |
Coûts de maintenance | Coût en adjuvantation plus élevé. | Meilleure performance du béton |
Note:Les machines automatiques coûtent plus cher mais offrent une excellente fiabilité et efficacité.
Caractéristiques et avantages de la machine de fusion bout à bout MM-Tech
Les machines MM-Tech sont réputées pour leurs fonctionnalités avancées et leur simplicité d'utilisation. Elles sont conçues pour offrir des solutions de soudage fiables et efficaces.
Pourquoi choisir MM-Tech?
Des outils tels que les enregistreurs de données garantissent des soudures précises et de qualité.
Abordable mais fiable, offrant un excellent rapport qualité-prix.
Une garantie de 24 mois ajoute confiance et satisfaction.
Les machines MM-Tech sont durables, précises et faciles à utiliser. Elles sont le choix idéal des professionnels du monde entier. Que ce soit pour des projets de petite ou de grande envergure, MM-Tech a la solution idéale.
Meilleures pratiques pour des joints de tuyaux en PEHD durables
Garder les surfaces des tuyaux propres et lisses
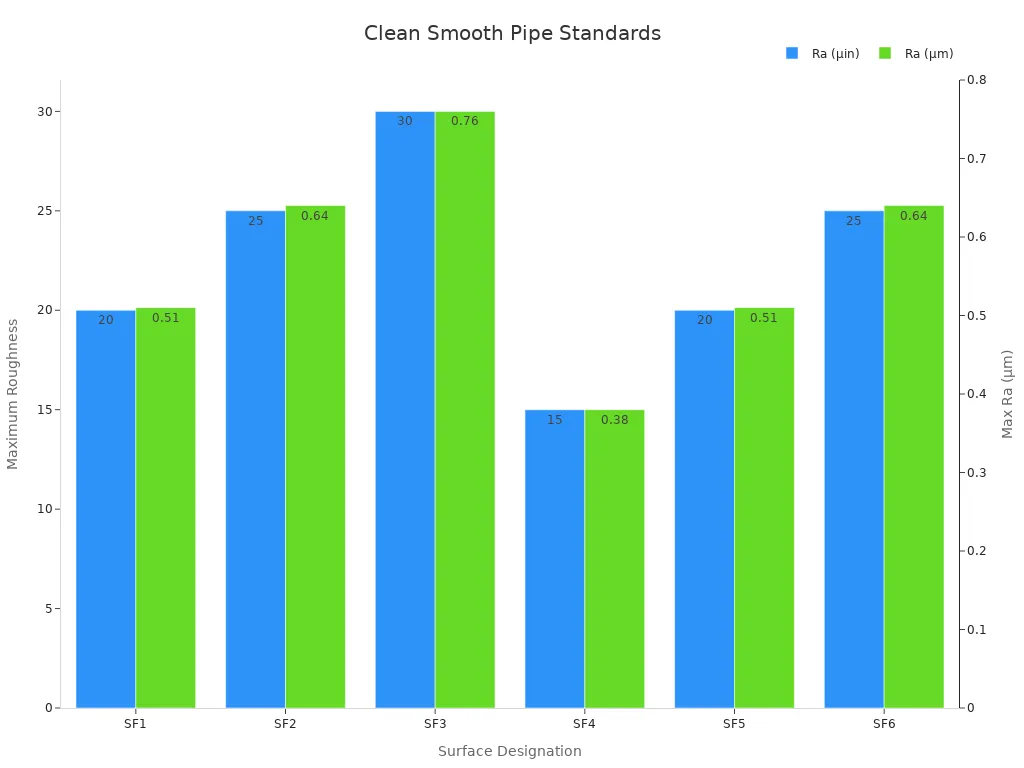
Des tuyaux propres et lisses renforcent les joints. La saleté ou les aspérités peuvent provoquer des fuites ou des ruptures. Les tuyaux doivent respecter les règles de propreté établies par les industries. Les normes ASME BPE classent les surfaces de SF0 à SF6. Le SF4 est le plus lisse et le plus adapté aux environnements propres.
Type de surface | Ra max. (μin) | Ra max. (μm) | Finition de surface |
|---|---|---|---|
SF0 | N/D | N/D | Poli à la machine |
SF4 | ≤ 15 | ≤ 0.38 | Poli et traité à l'électricité |
Les tubes lisses adhèrent mieux lors du soudage. Utilisez des grattoirs ou des nettoyants pour éliminer les saletés. Pour les travaux de précision, les surfaces SF4 sont idéales pour des résultats impeccables.
Aligner correctement les extrémités des tuyaux
Des tuyaux alignés renforcent les joints. Des tuyaux mal alignés peuvent se fissurer ou fuir. Utilisez des colliers de serrage pour maintenir les tuyaux droits et stables. Les colliers de serrage permettent un assemblage parfait des extrémités pour une soudure parfaite.
Astuce: Vérifiez toujours l'alignement avant de souder. Même de petites erreurs peuvent fragiliser l'assemblage.
Utiliser la bonne température et la bonne pression
La température et la pression sont essentielles au soudage bout à bout. Chauffez les tubes à la température idéale pour une fusion uniforme. Pour les tubes en PEHD, chauffez entre 400 et 450 °C (204 et 232 °F). Appliquez une pression constante, généralement de 30 à 90 psi, selon la taille du tube.
Facteur clé | Meilleure gamme |
|---|---|
chauffage Température | 400 °F à 450 °F (204 °C à 232 °C) |
Pression de fusion | 30 à 90 psi |
Ne surchauffez pas ou ne sous-chauffez pas les tuyaux. Une pression incorrecte peut fragiliser le joint. Utilisez un poste à souder avec des commandes précises pour obtenir un résultat parfait.
Vérification du joint après le soudage
Inspectez le joint après le soudage pour vous assurer de sa solidité. Recherchez les fissures, les espaces ou les irrégularités. Un joint de qualité est lisse et régulier. Pour les projets importants, utilisez des outils comme les ultrasons pour vérifier le joint.
Remarque : Des contrôles réguliers permettent de détecter les problèmes à un stade précoce et d’économiser du temps et de l’argent.
En suivant ces étapes, vous pouvez réaliser des joints de tuyaux en PEHD qui durent et ne fuient pas.
Le soudage par fusion bout à bout est essentiel pour fabriquer des pièces solides et sans fuite. HDPE Systèmes de tuyauterie. Il offre précision, rapidité et performances durables.
Facteur clé | Pourquoi ça compte |
|---|---|
Joint HDPE tuyaux rapidement et efficacement | |
La précision | Crée des joints solides qui restent solides au fil du temps |
Température et pression optimales | Nécessaire pour réaliser des soudures de haute qualité |
Surfaces propres et alignées | Élimine les problèmes tels que les soudures faibles ou défectueuses |
Des étapes telles que le nettoyage, le serrage et le refroidissement contribuent à la solidité des assemblages. Les machines MM-Tech améliorent leur résistance grâce à des éléments chauffants revêtus de Téflon et à des outils hydrauliques précis. Ces caractéristiques sont conformes aux normes ISO, ce qui en fait un choix fiable pour les experts du monde entier.
Astuce: Prenez soin de vos outils de soudage pour qu'ils fonctionnent bien et durent plus longtemps.
QFP
Quelle est la meilleure température pour le soudage bout à bout ?
La meilleure température pour chauffer HDPE les tuyaux sont 400°F à 450°F (204°C–232°C)Cela aide les tuyaux à fondre correctement et à former un joint solide.
Comment maintenir les tuyaux alignés pendant le soudage ?
Utilisez des colliers de serrage pour maintenir fermement les tuyaux en place. Ces colliers empêchent les tuyaux de bouger et garantissent un assemblage parfait des extrémités pour un joint solide et sans fuite.
Les machines MM-Tech sont-elles adaptées aux gros tuyaux ?
Oui, les machines de fusion bout à bout MM-Tech peuvent souder des tuyaux jusqu'à 1200mm large. Ils sont conçus pour être solides et précis, même pour les grands projets.








