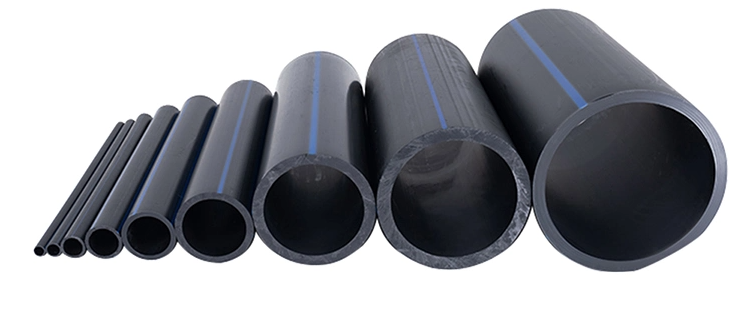
La fusion de tuyaux en PEHD exige une grande précision pour créer des joints solides et étanches. Il faut chauffer les extrémités des tuyaux à une température comprise entre 200 et 240 °C (392 et 464 °F) à l'aide d'une machine de soudage bout à bout PEHD. Ce procédé garantit durabilité et fiabilité. Les tuyaux en PEHD sont largement utilisés dans les applications industrielles en raison de leur résistance aux produits chimiques et aux abrasifs, ce qui les rend idéaux pour transport de matières dangereuses et de boues.
Points clés à retenir
-
Chauffez les extrémités des tuyaux en PEHD à une température comprise entre 200 et 240 °C (392 et 464 °F) pour des joints solides et étanches.
-
Nettoyez et préparez soigneusement les extrémités des tuyaux avant la fusion pour garantir une liaison réussie.
-
Prévoyez au moins 11 minutes de temps de refroidissement par pouce d’épaisseur de paroi pour maintenir la résistance du joint.
Comprendre la machine de soudage bout à bout pour PEHD
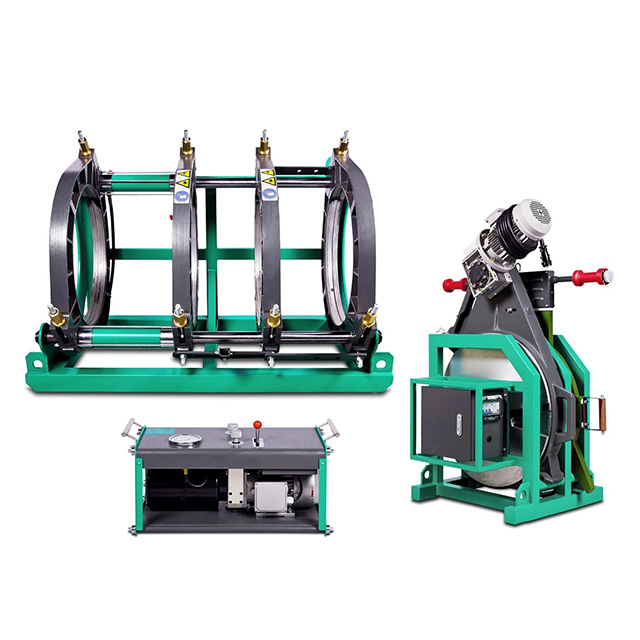
Qu'est-ce qu'une machine de soudage par fusion bout à bout ?
Une machine de soudage bout à bout est un outil spécialisé conçu pour assembler des tuyaux en polyéthylène haute densité. Elle crée une connexion durable et sans joint en chauffant les extrémités des tuyaux jusqu'à l'état fondu et en les pressant ensemble. Ce procédé garantit une liaison solide, ce qui la rend idéale pour les applications où l'étanchéité des joints est essentielle. Cette machine est utilisable dans divers secteurs, notamment la distribution d'eau et de gaz, la gestion des eaux usées et les canalisations industrielles. Elle joue également un rôle essentiel dans les systèmes géothermiques et CVC, garantissant un transfert de chaleur efficace.
Le fonctionnement d'une machine de soudage par fusion bout à bout suit un processus systématique :
-
Préchauffage : La plaque chauffante est préchauffée à environ 200°C, selon le matériau.
-
Serrage : Les tuyaux sont solidement serrés pour maintenir la stabilité.
-
Chauffage et fusion : les extrémités des tuyaux sont chauffées jusqu'à atteindre un état fondu.
-
Soudage : la plaque chauffante est retirée et une pression est appliquée pour fusionner les extrémités fondues.
-
Refroidissement et durcissement : Le joint est maintenu sous pression jusqu'à sa solidification.
Cette méthode étape par étape garantit précision et fiabilité, rendant la machine indispensable pour le soudage de tuyaux en polyéthylène haute densité.
Composants clés d'une machine de soudage par fusion bout à bout
Une machine de soudage par fusion bout à bout se compose de plusieurs composants essentiels qui fonctionnent ensemble pour fournir des résultats précis :
-
Plaque chauffante:Ce composant chauffe les extrémités des tuyaux à la température requise pour la fusion.
-
Unité de serrage:Il maintient les tuyaux en place, assurant la stabilité pendant le processus de soudage.
-
Outil de coupe:Cet outil prépare les extrémités des tuyaux en éliminant toutes les irrégularités ou débris.
-
Unité hydraulique:Il applique la pression nécessaire pour fusionner les extrémités des tuyaux en fusion.
-
Panneau de configuration:Cette fonctionnalité vous permet de définir et de surveiller des paramètres tels que la température et la pression.
Chaque composant joue un rôle essentiel dans le bon fonctionnement de la machine. Par exemple, le revêtement antiadhésif de la plaque chauffante empêche l'accumulation de matériau, tandis que le groupe hydraulique assure une pression constante pour un assemblage impeccable. Ensemble, ces éléments font de la soudeuse bout à bout un outil fiable pour les applications de tubes en polyéthylène haute densité.
Comment réaliser la fusion de tuyaux en PEHD avec une machine de fusion bout à bout

Préparation pour l'assemblage de tuyaux en PEHD
Une préparation adéquate garantit la réussite de la fusion des tuyaux en PEHD. Suivez ces étapes pour commencer :
-
Nettoyage et ébavurage: Utilisez un chiffon non pelucheux et un nettoyant PE approuvé pour éliminer la saleté et la graisse. Un grattoir à tuyaux permet de lisser la surface.
-
Ébavurage des extrémités des tuyaux:Éliminez les copeaux de plastique avec un outil d'ébavurage pour créer des bords réguliers.
-
Chanfreinage des extrémités des tuyaux:Biselez les bords à l'aide d'un outil de chanfreinage pour une insertion plus facile dans la machine de soudage par fusion bout à bout.
-
Marquage de la profondeur d'insertion: Mesurez et marquez la profondeur requise sur la circonférence du tuyau.
-
L'inspection finale: Assurez-vous que toutes les surfaces sont propres et que les outils sont exempts de contamination.
Astuce: Inspecter les tuyaux pour détecter les fissures ou les impuretés Avant de commencer. Évitez les conditions venteuses ou poussiéreuses pour éviter toute contamination pendant le processus.
Chauffage des extrémités des tuyaux en PEHD
Le chauffage est une étape cruciale du procédé de soudage bout à bout. Préchauffez la plaque chauffante de votre soudeuse PEHD à une température de 1 °C. température entre 204°C et 232°C (400°F à 450°F)Cette gamme assure une fusion uniforme des extrémités des tuyaux. Un chauffage uniforme minimise les points faibles des joints. Utilisez un système de contrôle automatique de la température pour maintenir une chaleur constante. Ajustez les paramètres de chauffage en fonction des conditions environnementales, comme un froid extrême ou du vent, pour obtenir des résultats optimaux.
Procédé de fusion pour tuyaux en PEHD
Une fois les extrémités des tubes chauffées, retirez la plaque chauffante et pressez les extrémités fondues l'une contre l'autre. Appliquez une pression constante à l'aide de l'unité hydraulique de la machine de soudage bout à bout. Cette étape crée une liaison homogène. Assurez-vous que les tubes restent alignés tout au long du processus de fusion. Un mauvais alignement peut fragiliser l'assemblage et compromettre sa durabilité.
Refroidissement et finalisation du joint
Le refroidissement est essentiel au maintien de l'intégrité du joint. Laissez le joint refroidir sous pression pendant au moins 11 minutes par pouce d'épaisseur de paroi. Évitez de déplacer ou de déplacer le tuyau pendant ce temps. Pour les tuyaux plus larges, le refroidissement peut être plus long. Suivez les recommandations du fabricant pour garantir une liaison solide et durable. Après refroidissement, inspectez le joint pour détecter d'éventuelles lacunes ou irrégularités.
Note:Un temps de refroidissement adéquat empêche la défaillance des joints et garantit une fiabilité à long terme.
Facteurs influençant la température de fusion des tuyaux en PEHD
Taille du tuyau et qualité du matériau
La taille et la qualité du matériau du tube influencent considérablement le processus de fusion. Les tubes de plus grande taille nécessitent une chaleur plus importante et des temps de chauffage plus longs pour assurer une fusion uniforme des extrémités. Les tubes plus petits, en revanche, chauffent plus rapidement et nécessitent un timing précis pour éviter toute surchauffe. La qualité du matériau joue également un rôle. Les tubes en polyéthylène haute densité (PEHD) de différentes qualités peuvent avoir des points de fusion différents. Il est donc important de toujours vérifier les spécifications du tube afin de déterminer la température et la durée de chauffage adéquates pour une fusion bout à bout réussie.
Astuce: Utiliser un machine de fusion bout à bout avec un système de contrôle numérique de la température pour maintenir la précision pendant le processus.
Conditions environnementales et leur impact
Des facteurs environnementaux tels que la température, l'humidité et le vent peuvent influencer la qualité de la fusion. Un froid extrême ou un vent fort peuvent entraîner une dissipation trop rapide de la chaleur, fragilisant ainsi les joints. Une humidité élevée peut introduire de l'humidité et créer des vides dans la zone de fusion. Pour remédier à ces problèmes :
-
Utilisez des couvercles isolants pour conserver la chaleur pendant la fusion.
-
Augmenter les temps de chauffage de 5 à 10 % dans des environnements plus froids.
-
Ériger des pare-brise pour minimiser les pertes de chaleur.
-
Assurez-vous que la température ambiante est comprise entre 40 °F et 120 °F pour des résultats optimaux.
Note: Évitez d’effectuer l’installation des tuyaux dans des conditions venteuses ou poussiéreuses pour éviter la contamination des joints.
Importance de suivre les directives du fabricant
Le respect des consignes du fabricant est essentiel pour obtenir des assemblages solides et durables. Ces consignes fournissent des instructions spécifiques pour le chauffage, l'application de la pression et les temps de refroidissement, adaptés au matériau et à la taille du tuyau. Elles incluent également des méthodes d'inspection pour évaluer la résistance des assemblages. Le respect de ces recommandations garantit le succès et la longévité de votre installation de tuyauterie. Cela vous aide également à surmonter les problèmes courants liés à la soudure bout à bout, tels qu'un mauvais alignement ou un chauffage inapproprié.
Rappel: Consultez toujours le manuel du fabricant pour connaître les meilleures pratiques pendant le processus de fusion.
La fusion réussie de tubes en PEHD exige précision et respect des meilleures pratiques. L'utilisation d'une machine de soudage bout à bout en PEHD de haute qualité, comme la MM-Tech Ce modèle garantit des joints durables et étanches. Suivez ces étapes clés pour un résultat optimal :
-
Nettoyer et préparer soigneusement les extrémités des tuyaux pour enlever les débris.
-
Chauffez les extrémités des tuyaux à la bonne température sans surchauffer ni sous-chauffer.
-
Appliquez une pression constante pendant le processus de fusion pour des joints uniformes.
-
Autoriser temps de refroidissement suffisant pour maintenir la force des articulations.
Une machine fiable offre des avantages à long terme, notamment des joints sans joint, une grande durabilité et un entretien réduit. En suivant les recommandations du fabricant et en tenant compte des facteurs environnementaux, vous obtiendrez des résultats constants pour chaque projet.
Astuce:Investir dans une machine de haute qualité garantit la longévité et réduit les coûts d’exploitation au fil du temps.
QFP
Quelle est la plage de température idéale pour la fusion des tuyaux en PEHD ?
La plage de température idéale est de 200 à 240 °C (392 à 464 °F). Cela garantit une fusion uniforme des extrémités des tuyaux, créant ainsi un joint solide et durable.
Pouvez-vous utiliser n’importe quelle machine de fusion bout à bout pour les tuyaux en PEHD ?
Non, vous devez utiliser une machine de haute qualité comme la machine de fusion bout à bout MM-Tech. Elle garantit précision, durabilité et conformité aux normes de l'industrie.
Combien de temps faut-il laisser refroidir le joint après la fusion ?
Laissez le joint refroidir sous pression pendant au moins 11 minutes par pouce d'épaisseur de paroi. Cela prévient la rupture du joint et garantit sa durabilité.
Astuce:Suivez toujours les recommandations de refroidissement du fabricant pour obtenir les meilleurs résultats.