Le soudage bout à bout des tubes en PEHD joue un rôle crucial en génie civil, permettant de réaliser des raccordements durables et étanches pour les canalisations. Cette méthode garantit la pérennité des infrastructures, réduisant les coûts de maintenance et les risques environnementaux. L'utilisation d'équipements de pointe, tels que la machine de soudage bout à bout des tubes en PEHD, améliore la précision et la fiabilité. MM-Tech's Machine de fusion bout à bout offre des fonctionnalités innovantes qui simplifient le processus, garantissant des joints solides et des installations efficaces.
Principaux points sur l'adoption:
Insights
DÉTAILS
L’adoption de tuyaux en PEHD dans les projets municipaux augmente en raison de leur durabilité et de leurs caractéristiques d’étanchéité.
Facteurs de marché
Le marché est stimulé par la demande de solutions d’assemblage de tuyaux efficaces et d’initiatives de durabilité.
Défis
L’investissement initial élevé et le besoin d’opérateurs qualifiés peuvent entraver les taux d’adoption.
L' durabilité des tuyaux en PEHD La fusion obtenue grâce aux techniques de fusion réduit considérablement les besoins de maintenance et prévient les fuites, garantissant ainsi une durée de vie plus longue du système de tuyauterie.
Points clés à retenir
-
Le soudage bout à bout des tuyaux en PEHD permet des connexions solides et étanches. Cela contribue à la durabilité des systèmes et réduit les coûts de réparation.
-
Il est essentiel de bien nettoyer et aligner les extrémités des tuyaux. Cela permet d'obtenir de bonnes soudures et d'éviter les fuites.
-
L’apprentissage de compétences avancées et l’utilisation de bons outils, comme la machine de fusion bout à bout MM-Tech, améliorent la vitesse et la précision du soudage.
Comprendre le soudage bout à bout des tuyaux en PEHD
Qu'est-ce que le soudage bout à bout des tuyaux en PEHD ?
Le soudage bout à bout de tubes en PEHD est un procédé utilisé pour assembler les extrémités de tubes en polyéthylène haute densité (PEHD). Cette technique consiste à chauffer les extrémités du tube à une température spécifique, ce qui les ramollit, puis à les presser l'une contre l'autre sous une pression contrôlée. Le résultat est un assemblage sans soudure et étanche, dont la résistance et la durabilité sont comparables à celles du matériau d'origine.
Le processus suit des principes clés pour garantir une connexion fiable :
-
Alignement de tuyaux:Un alignement correct des extrémités des tuyaux est essentiel.
-
Fin de la préparation:L'usinage élimine les irrégularités sur les extrémités des tubes.
-
Chauffage:Une plaque chauffante ramollit les extrémités des tuyaux à des températures comprises entre 400 et 450 degrés Fahrenheit.
-
Fusion:La plaque chauffante est retirée une fois les extrémités suffisamment fondues.
-
Joindre:Une force contrôlée presse les extrémités fondues ensemble.
-
Refroidissement:Le joint se solidifie, formant une liaison solide.
Cette méthode nécessite une précision dans le contrôle de la température et de la pression pour obtenir des résultats optimaux.
Avantages des tuyaux en PEHD dans le génie municipal.
Les tuyaux en PEHD offrent de nombreux avantages pour les projets municipaux, ce qui en fait un choix privilégié pour le développement des infrastructures. Ces tuyaux sont légers, résistants à la corrosion et très durables, avec une durée de vie prévue supérieure à 100 ans. Leur la recyclabilité contribue à la durabilité environnementale en réduisant les déchets mis en décharge. De plus, les tuyaux en PEHD minimisent les fuites, protégeant ainsi les sols et les sources d'eau de la contamination.
Les municipalités bénéficient d'importantes économies à long terme grâce au faible entretien des tuyaux en PEHD. Leur résistance à la dégradation chimique réduit les besoins de réparation, tandis que leur légèreté permet une installation plus rapide et donc des coûts de main-d'œuvre réduits. Ces caractéristiques font des tuyaux en PEHD une solution efficace et écologique pour les travaux publics municipaux.
Pourquoi la fusion bout à bout est la méthode préférée pour l’assemblage de tuyaux en PEHD.
La fusion bout à bout est la méthode la plus fiable pour joindre des tuyaux en PEHD en raison de sa capacité à créer connexions transparentes et étanchesCette technique élimine le recours aux adhésifs et aux solvants, réduisant ainsi les risques de contamination. Les joints ainsi formés sont très durables et nécessitent entretien minimal, garantissant une efficacité opérationnelle à long terme.
Ce procédé offre une qualité d'assemblage constante, ce qui le rend idéal pour des applications critiques comme la distribution d'eau et les gazoducs. Sa fiabilité repose sur des étapes précises, notamment une chauffe et une application de pression contrôlées, qui renforcent la résistance de l'assemblage. Les projets municipaux bénéficient des faibles coûts de maintenance et d'exploitation associés à la fusion bout à bout, ce qui en fait le choix privilégié pour l'assemblage de tuyaux en PEHD.
Processus étape par étape du soudage bout à bout des tuyaux en PEHD
Préparation : Nettoyage et inspection des extrémités des tuyaux en PEHD.
La préparation est la base d'un processus de fusion de tubes en PEHD réussi. Le nettoyage des extrémités des tubes permet d'éliminer les contaminants tels que la saleté, la graisse ou l'humidité qui pourraient compromettre la soudure. Les opérateurs doivent utiliser un chiffon propre et non pelucheux ou une solution de nettoyage approuvée pour cette étape. Après le nettoyage, l'inspection des extrémités des tubes permet de s'assurer de l'absence de défauts visibles, tels que des fissures ou des surfaces irrégulières. Une préparation adéquate implique également de dresser les extrémités des tubes avec un outil de dressage afin d'obtenir des surfaces lisses et parallèles pour une fusion optimale.
Astuce: Vérifiez toujours les espaces entre les extrémités des tuyaux après l'alignement pour garantir un ajustement parfait avant de continuer.
Alignement : Serrage et alignement corrects des tuyaux en PEHD.
L'alignement est essentiel pour obtenir une liaison solide lors de la fusion bout à bout. Les opérateurs doivent utiliser des pinces ou des gabarits d'alignement pour maintenir les tuyaux en place. Ces outils empêchent tout mouvement et garantissent un alignement parfait des extrémités des tuyaux, tant horizontalement que verticalement. Un mauvais alignement peut entraîner des joints fragiles ou des fuites ; la précision est donc essentielle. Avant de passer à l'étape suivante, les opérateurs doivent vérifier visuellement l'alignement et effectuer des ajustements précis si nécessaire.
Chauffage : Utilisation d'une plaque chauffante pour ramollir les extrémités des tuyaux.
Le chauffage consiste à utiliser une plaque chauffante revêtue de Téflon pour ramollir les extrémités des tubes. La plaque doit être préchauffée à une température comprise entre 400 et 450 °C, selon le matériau et le diamètre du tube. Les opérateurs doivent presser les extrémités du tube contre la plaque chauffante de manière uniforme pour assurer une fusion uniforme. La durée de chauffage varie selon la taille du tube, mais doit être suffisante pour créer un cordon de fusion uniforme sur toute sa circonférence.
|
Processus |
Plage de température (° C) |
Plage de température (°F) |
|---|---|---|
|
Soudage |
220 – 260 |
428 – 500 |
|
204 – 232 |
400 – 450 |
Assemblage : Presser les extrémités ramollies ensemble.
L'assemblage nécessite de retirer la plaque chauffante et de presser immédiatement les extrémités ramollies du tuyau l'une contre l'autre. Les opérateurs doivent appliquer une force contrôlée pour créer une liaison homogène. La pression doit être constante pour éviter toute déformation du joint. Cette étape est cruciale pour obtenir une connexion étanche, d'une résistance équivalente à celle du matériau d'origine du tuyau.
Note:La documentation de la pression et de l'apport de chaleur à l'aide d'un enregistreur de données garantit l'assurance qualité et la conformité aux normes de l'industrie.
Refroidissement : Permet au joint de se solidifier pour une liaison solide.
Le refroidissement solidifie le joint, le transformant en une seule pièce durable. la phase de refroidissement dure généralement de 15 à 30 minutes, selon le diamètre du tuyau. Les tuyaux de petite taille peuvent nécessiter moins de temps, tandis que les tuyaux de plus grande taille en nécessitent davantage. Durant cette phase, les opérateurs doivent éviter de perturber le joint afin de préserver son intégrité. Une fois refroidi, le joint doit être inspecté pour en vérifier l'uniformité et la résistance avant de procéder à l'installation du tuyau.
Rappel:Un refroidissement adéquat garantit que le joint atteint une résistance et une durabilité maximales, réduisant ainsi le risque de défaillances futures.
Équipement essentiel pour le soudage bout à bout des tuyaux en PEHD
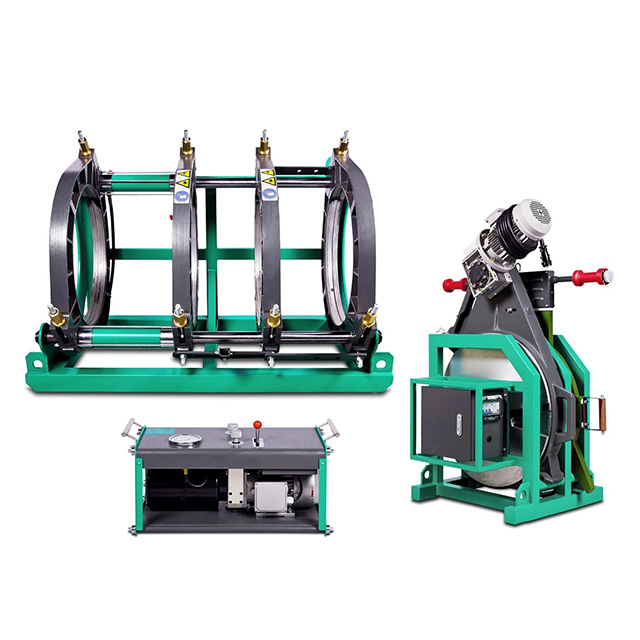
Machine de fusion bout à bout MM-Tech : caractéristiques et avantages.
La machine de soudage bout à bout MM-Tech se distingue par sa fiabilité. Conçue pour souder avec précision des tubes en polyéthylène haute densité et d'autres matériaux thermoplastiques, elle est dotée d'un panneau de commande centralisé permettant aux opérateurs de régler et de surveiller facilement les paramètres de soudage. Sa plaque chauffante revêtue de Téflon anti-adhérent assure un fonctionnement fluide et prévient l'adhérence pendant la fusion.
Le système hydraulique de la machine assure une pression constante, essentielle à la réalisation d'assemblages solides et étanches. De plus, l'ajout d'un enregistreur de données en option améliore l'assurance qualité en enregistrant les paramètres clés du processus de fusion bout à bout. Cette fonctionnalité garantit la conformité aux normes industrielles, ce qui rend la machine idéale pour les projets d'installation de canalisations municipales.
Plaque chauffante et systèmes de contrôle de température.
Les plaques chauffantes jouent un rôle essentiel dans le processus de fusion des tubes en PEHD. Elles garantissent que les extrémités des tubes atteignent la température adéquate pour un collage efficace. Le tableau suivant présente les principales caractéristiques des plaques chauffantes utilisées pour les raccords à fusion bout à bout :
|
Caractéristique |
Description |
|---|---|
|
Plage de température |
Atteint des températures entre 400°F et 450°F pour une fusion efficace. |
|
Matériau de surface |
Généralement recouvert de Téflon ou d'un matériau antiadhésif pour empêcher l'adhérence. |
Les systèmes de contrôle de la température maintiennent des niveaux de chaleur constants, essentiels à une fusion uniforme. Ces systèmes empêchent la surchauffe ou la sous-chauffe, garantissant ainsi des joints de haute qualité.
Colliers de serrage et outils d'alignement.
Un alignement correct est essentiel à la réussite du procédé de soudage bout à bout. Les colliers de serrage et les outils d'alignement maintiennent les tubes en place, empêchant tout mouvement pendant le soudage. Les récentes avancées de ces outils ont amélioré leur efficacité et leur portabilité.
-
Les technologies de contrôle et de surveillance de la pression améliorent la précision du soudage.
-
Les conceptions légères améliorent la portabilité pour les opérations sur le terrain.
-
Les systèmes hybrides hydrauliques-électriques combinent puissance et précision, offrant une meilleure expérience utilisateur.
Ces innovations garantissent que les tuyaux restent alignés tout au long du processus de fusion, réduisant ainsi le risque de joints faibles.
Outils d'inspection pour l'assurance qualité.
Des outils d'inspection vérifient la qualité des joints formés lors du processus de fusion des tubes en PEHD. Ces outils détectent les défauts tels qu'un mauvais alignement ou une fusion incomplète. Les opérateurs les utilisent pour s'assurer que le joint est conforme aux normes de sécurité et de durabilité. Des enregistreurs de données, souvent intégrés aux machines de fusion bout à bout modernes, fournissent des enregistrements détaillés de la température, de la pression et du temps. Ces données permettent d'identifier et de résoudre les problèmes, garantissant ainsi une installation fiable des tubes.
Astuce:Inspectez régulièrement l’équipement et les joints pour maintenir l’intégrité des systèmes de tuyauterie en polyéthylène haute densité.
Bonnes pratiques et mesures de sécurité
Nettoyage et préparation appropriés des tuyaux en PEHD.
Un nettoyage et une préparation appropriés sont essentiels pour obtenir une fusion de tuyaux en PEHD de haute qualité. La saleté, la graisse et l'humidité présentes aux extrémités des tuyaux peuvent compromettre la liaison. Les opérateurs doivent utiliser un chiffon non pelucheux ou une solution de nettoyage approuvée pour éliminer les contaminants. Après le nettoyage, inspectez les extrémités des tuyaux pour vous assurer qu'elles ne présentent aucun défaut visible, tel que des fissures ou des surfaces irrégulières. Les outils de surfaçage permettent de créer des surfaces lisses et parallèles, essentielles à une installation réussie. Ces étapes constituent la base d'un assemblage solide et durable.
Astuce: Assurez-vous toujours que les extrémités des tuyaux sont sèches et exemptes de débris avant de procéder à la fusion bout à bout.
Maintenir les réglages de température et de pression corrects.
Le maintien de réglages précis de température et de pression est essentiel lors de la fusion des tuyaux en PEHD. Des réglages incorrects peuvent entraîner des joints affaiblis et des défautsUne surchauffe peut provoquer une décoloration, des projections et des dommages matériels, affaiblissant ainsi l'adhérence. Une sous-chauffe peut entraîner une mauvaise adhérence, des jeux visibles et des lignes de fusion incomplètes, augmentant ainsi le risque de fuites. Les opérateurs doivent surveiller attentivement ces paramètres pour garantir une installation réussie.
Suivre les directives de formation avancées en fusion de tuyaux.
La formation avancée à la fusion de tubes permet aux opérateurs d'acquérir les compétences nécessaires pour une fusion efficace de tubes en PEHD. Les principaux éléments de cette formation comprennent :
-
Séances pratiques pour familiariser les opérateurs avec l’équipement et les procédures.
-
Respecter les instructions des fabricants pour garantir la qualité.
-
Utilisation d’outils de contrôle non destructif pour évaluer la fiabilité des joints.
Ces directives garantissent que les opérateurs peuvent effectuer une fusion bout à bout avec précision et sécurité.
Utilisation d'équipements de protection individuelle (EPI).
La sécurité est primordiale lors de la fusion de tubes en PEHD. Les opérateurs doivent porter un équipement de protection individuelle approprié, notamment des lunettes de sécurité, des gants, des vêtements ignifuges et un casque de sécurité. Des équipements supplémentaires comme des masques et des vêtements à manches longues protègent contre les brûlures et autres dangers. Un EPI approprié minimise les risques et garantit un environnement de travail sûr.
Rappel: Inspectez toujours l’EPI pour détecter tout dommage avant utilisation afin de maintenir les normes de sécurité.
Dépannage et contrôle qualité
Problèmes courants lors du soudage par fusion bout à bout de tuyaux en PEHD.
Plusieurs difficultés peuvent survenir lors du processus de fusion des tubes en PEHD, impactant la qualité de la connexion. Les opérateurs sont souvent confrontés aux problèmes suivants :
-
Manque de contrôles de vérification du processus de fusion avant mise en service.
-
Des machines mal calibrées produisant des joints fragiles.
-
Désalignement des extrémités des tuyaux avant la fusion.
Les autres problèmes courants incluent:
-
Contamination des surfaces de fusion par la saleté ou l'humidité.
-
Négligence de l’opérateur en raison d’une formation insuffisante ou du non-respect des procédures.
-
Les facteurs environnementaux, tels que le vent ou les basses températures, affectent le processus de fusion.
Négliger les procédures de préchauffage peut également fragiliser le joint de soudure. Cet oubli entraîne souvent une mauvaise adhérence et des lignes de fusion incomplètes, augmentant ainsi le risque de fuites ou de rupture du joint. La résolution de ces problèmes nécessite un strict respect des consignes de préparation et d'exploitation.
Identifier et résoudre les problèmes de désalignement ou de surchauffe.
Le désalignement et la surchauffe sont deux problèmes critiques qui compromettent l'intégrité des raccords de tuyaux en PEHD. Les opérateurs peuvent identifier et résoudre ce désalignement en suivant les étapes suivantes :
-
Utilisez le accessoires d'alignement correct, tels que des gabarits ou des pinces, pour éviter les décalages d'angle.
-
Assurez-vous que les extrémités des tuyaux sont carrées et affleurantes à l'aide d'outils de surfaçage.
-
Utilisez un équipement standard avec un contrôle d’alignement efficace et entretenez-le régulièrement.
-
Former les opérateurs à appliquer des techniques de précision et de lubrification non collante.
-
Contrôlez les facteurs environnementaux, tels que le vent et la température, pour maintenir l’intégrité des joints.
La surchauffe entraîne souvent une décoloration et des dommages matériels, affaiblissant ainsi la liaison. Une inspection régulière des plaques chauffantes assure une répartition uniforme de la chaleur, réduisant ainsi le risque de surchauffe. Les opérateurs doivent surveiller attentivement les réglages de température pour éviter tout défaut.
Inspection de la qualité des soudures pour des connexions sans fuite.
Le contrôle qualité est essentiel pour garantir une connexion solide et sans fuite lors du soudage de tuyaux en PEHD. Les indicateurs clés d'une soudure de haute qualité sont les suivants :
-
Un syndicat qui est étanche et aussi solide que le matériau du tuyau.
-
Surfaces propres et pression suffisante pendant le processus.
-
Temps de refroidissement approprié après le soudage pour solidifier le joint.
Un chauffage irrégulier ou un mauvais alignement entraîne souvent des défauts qui compromettent la qualité de la soudure. Une inspection régulière des plaques chauffantes et des outils d'alignement permet de maintenir des résultats constants. Les opérateurs doivent également documenter des paramètres tels que la température et la pression afin de garantir la conformité aux normes de l'industrie.
Astuce:Inspectez toujours la soudure visuellement et utilisez des méthodes de test non destructives pour vérifier sa résistance et sa durabilité.
Applications de la fusion bout à bout de tuyaux en PEHD en génie municipal
Systèmes de distribution d'eau
Les tuyaux en PEHD jouent un rôle essentiel dans les réseaux de distribution d'eau grâce à leur durabilité et leur efficacité. Leur résistance à la corrosion garantit une distribution d'eau propre et sûre, tandis que leur surface interne lisse minimise les frottements, améliorant ainsi le rendement hydraulique. La flexibilité des tuyaux en PEHD leur permet de s'adapter aux terrains difficiles, réduisant ainsi les risques de dommages dus aux mouvements de terrain. Le soudage par fusion assure des joints étanches, améliorant ainsi la fiabilité des réseaux d'approvisionnement en eau.
|
Avantage |
Description |
|---|---|
|
Rentabilité |
Les tuyaux en PEHD permettent coûts globaux beaucoup moins chers en raison de leur qualité durable et de leur entretien minimal. |
|
Durabilité |
La résilience du PEHD face aux contraintes environnementales contribue à sa Longue durée de vie, dépassant souvent cinq décennies. |
|
Résistance à la corrosion |
Les tuyaux en PEHD résistent naturellement à la corrosion, réduisant considérablement les risques de contamination et les coûts de maintenance. |
|
Efficacité hydraulique |
La surface interne lisse des tuyaux en PEHD permet des débits élevés et des pertes réduites par frottement. |
|
Résistance chimique |
Le PEHD possède d’excellentes propriétés de résistance chimique contre divers produits chimiques, ce qui le rend adaptable. |
|
Basse conductivité thermique |
Le PEHD garantit des variations de température minimales au sein de l’eau transportée, évitant ainsi la condensation et les pertes de chaleur. |
Astuce:L'adaptabilité des tuyaux en PEHD aux conditions extrêmes les rend idéaux pour les projets de distribution d'eau municipaux.
Conduites d'égouts et de drainage
Les tuyaux en PEHD améliorent l'efficacité des systèmes d'assainissement et de drainage grâce à leur longue durée de vie et leur résistance à l'entartrage et à l'activité bactérienne. Leurs raccordements sans soudure préviennent les fuites et protègent l'environnement de la contamination. Leur légèreté simplifie le transport et l'installation, réduisant ainsi la consommation d'énergie et les émissions de carbone. De plus, leur recyclabilité favorise les pratiques durables en ingénierie municipale.
-
Les tuyaux en PEHD nécessitent un nettoyage et un entretien moins fréquents.
-
Leur production génère moins d’émissions de gaz à effet de serre par rapport aux matériaux traditionnels.
-
La construction légère réduit la consommation d’énergie pendant le transport et l’installation.
Réseaux de distribution de gaz
Les tuyaux en PEHD sont largement utilisés dans les réseaux de distribution de gaz en raison de leur résistance et de leur flexibilité. Ils résistent aux applications haute pression et s'adaptent aux variations de température sans compromettre leur intégrité. Leur résistance à la corrosion réduit les besoins de maintenance, tandis que leur facilité d'installation améliore leur utilité dans les systèmes de transport de gaz. Des normes comme AS/NZS 4645 garantissent la sécurité et la qualité de ces applications.
-
Les matériaux PE 100 sont adapté aux applications à haute pression.
-
Les tuyaux en PEHD offrent une longue durée de vie, garantissant la fiabilité du transport de gaz.
-
Leur flexibilité leur permet de s’adapter efficacement aux conditions environnementales.
Autres projets d'infrastructures municipales
Les tuyaux en PEHD soutiennent divers projets d'infrastructures municipales innovants. Ils servent épine dorsale des systèmes de gestion de l'eau urbaine, offrant durabilité et résistance à la corrosion. Dans les zones densément peuplées, les tuyaux en PEHD sont utilisés dans des solutions de drainage avancées pour atténuer les inondations. Ils protègent également les câbles souterrains et contribuent à la fiabilité des services publics dans les réseaux de distribution de gaz.
Les tuyaux en polyéthylène haute densité (PEHD) transforment les réseaux d'eau municipaux en remplaçant les matériaux traditionnels. Leur solidité, leur flexibilité et leur résistance à la corrosion améliorent l'efficacité de la distribution de l'eau tout en favorisant la durabilité et la rentabilité en milieu urbain.
Le soudage bout à bout des tuyaux en PEHD demeure une pierre angulaire du génie civil grâce à sa capacité à créer des assemblages durables et sans soudure. Cette méthode garantit résistance à la corrosion, réduit les coûts de maintenanceet améliore la fiabilité du système. L'utilisation d'équipements de pointe comme la machine de fusion bout à bout de MM-Tech garantit précision et efficacité. Investir dans une formation adéquate permet aux opérateurs d'acquérir les compétences nécessaires pour des résultats optimaux et assurer la pérennité des infrastructures.
QFP
Quelle est la température idéale pour la fusion des tuyaux en PEHD ?
La température idéale pour la fusion des tuyaux en PEHD se situe entre 400 et 450 °C. Cela garantit une fusion optimale des extrémités du tuyau et une liaison solide et durable.
Comment les opérateurs peuvent-ils garantir la qualité d’un joint de fusion ?
Les opérateurs peuvent garantir la qualité d’un joint de fusion en inspectant l’uniformité, en utilisant des enregistreurs de données pour surveiller les paramètres et en suivant les procédures de nettoyage, d’alignement et de refroidissement appropriées.
Pourquoi la fusion bout à bout est-elle préférée aux autres méthodes de soudage pour les tuyaux en PEHD ?
La fusion bout à bout crée des joints sans joint et étanches, sans colle ni solvant. Elle garantit la durabilité, réduit l'entretien et offre une solution fiable pour les réseaux de canalisations municipaux.