BERECHNUNG VON FUSIONSDRUCK UND -ZEIT
Um eine ordnungsgemäße Verschmelzung thermoplastischer Rohre zu erreichen und die Schweißqualität zu gewährleisten, müssen die Bediener den geeigneten Schweißdruck und die geeignete Zeit gemäß den vom Projekt festgelegten Schweißnormen bestimmen.
Sie können sich an unser Vertriebsteam wenden, um den Schweißtisch für MM-Tech Stumpfschweissmaschinen zu erhalten. Derzeit entwickeln wir den MM-Tech Schweissdruckrechner. In der Zwischenzeit können Sie auch andere Schweissdruckrechner-Apps nutzen, um den benötigten Druck und die benötigte Zeit zu berechnen.
Auf dieser Seite wird eine manuelle Methode zur Berechnung von Schmelzdruck und -zeit beschrieben. Zur Veranschaulichung wird die Norm ISO 21307:2017 verwendet.
BEISPIEL
Standard: ISO21307:2017 Einzeln Niederdruck
Maschine: MM-Tech Stumpfschweißmaschine SWT-V315
Rohr: OD315, SDR17
Schritt 1:
Sehen Sie sich die Abbildung unten für einen einzelnen Niederdruck-Schweißverbindungszyklus an.
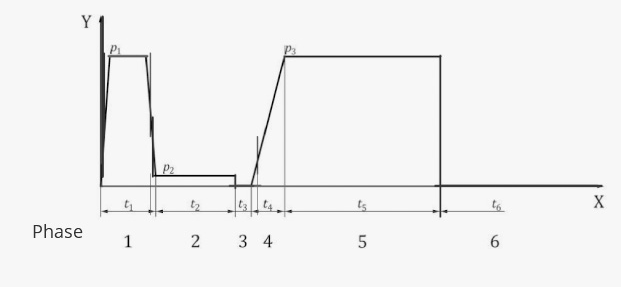
Wesentliche
X Zeit
Y Luftdruck auf
P1 Wulstdruck
P2 Wärmespeicherdruck
P3 Schweißverbindungsdruck
t1 Perlenzeit
t2 Wärmehaltezeit
t3 Heizplattenentfernungszeit
t4 Zeit bis zum Erreichen des Schweißdrucks
t5 Abkühlzeit in der Maschine unter Druck
t6 Abkühlzeit aus der Maschine
Schritt 2:
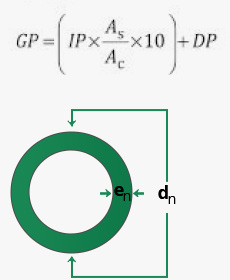
Schauen Sie sich die Formel zur Berechnung des Überdrucks an
COHO Expo bei der
GP ist der Manometerdruck (bar);
IP ist der Grenzflächendruck (MPa);
AC ist die gesamte effektive Kolbenfläche, angegeben vom Hersteller der Stumpfschweißmaschine (mm2)
AS ist die Grenzflächenfläche (mm2)
DP ist der Widerstandsdruck
Hinweis: Der Grenzflächendruck ist die Kraft pro Rohrflächeneinheit, die zum Stumpfschweißen der Rohr- oder Fittingenden erforderlich ist.
Schritt 3:
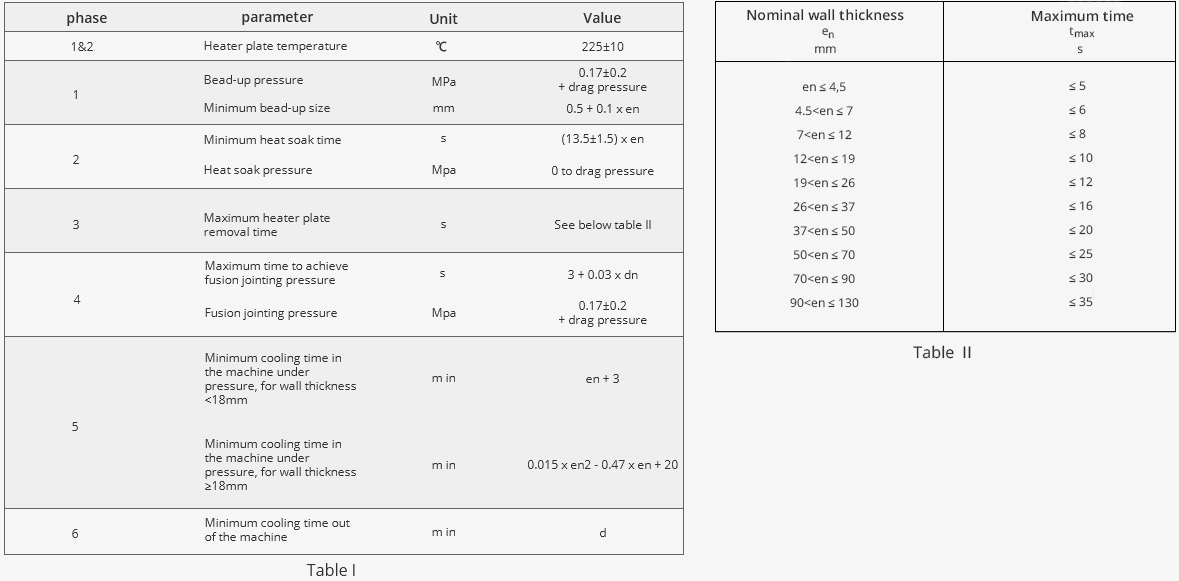
In den folgenden Tabellen finden Sie Phasen, Parameter und Werte für das einzelne Niederdruck-Schweißverbindungsverfahren.
Hinweis:
1. (en + 3) Dies ist die Abkühlzeit für die Stoßverbindung, solange sie sich noch in der Maschine und unter Druck befindet. Die Abkühlzeit kann sich je nach Umgebungstemperatur verkürzen und sollte verlängert werden (ca. 1 % pro 1 °C).
2.(d) Es kann eine Abkühlzeit außerhalb der Maschine und vor grober Handhabung empfohlen werden.
Schritt 4:
Unter Verwendung aller oben genannten Informationen und Formeln berechnen wir nun alle Werte nach dem Maximum
en = Dn/ SDR = 315 mm / 17 = 18.52 mm
P1 = P3 0.19 x {π x (dn-en) xen}÷2000 x 10} + 5 (zum Beispiel) = 21 bar
P2 DP = 5 bar
t1 = Perlengröße 0.5 + 0.1 x 18.52 mm = 2.3 min
t2 (13.5 ± 1.5) x 18.52 = 278 s
t3 10 s
t4 3 + 0.03 x 315 = 12.5 s
t5 0.015 x 18.522– 0.47 x 18.52 + 20 = 16 Min
t6 d


