
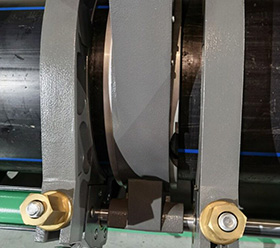
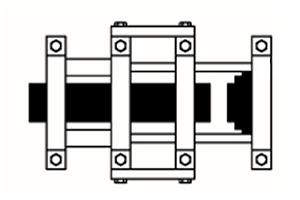
Festes HDPE-Rohr
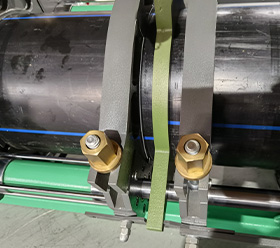
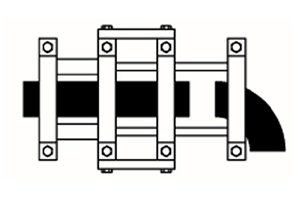
Schneiden von HDPE-Rohren, um glatte Stoßverbindungen zu gewährleisten
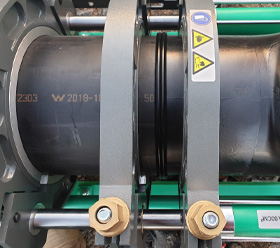
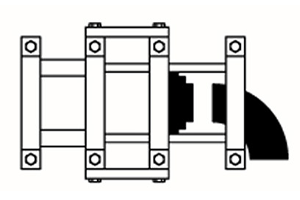
Heizungs-HDPE-Rohr
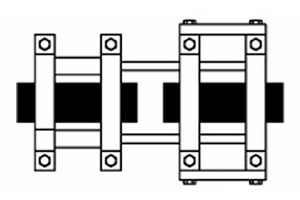
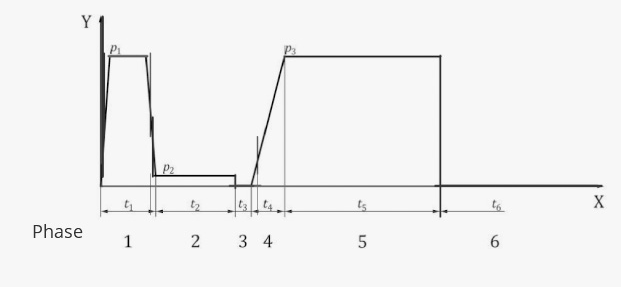
Stoßverbindung von HDPE-Rohren bei vorgegebenem Druck


")
")
")
")




Festes HDPE-Rohr
Schneiden von HDPE-Rohren, um glatte Stoßverbindungen zu gewährleisten
Heizungs-HDPE-Rohr
Stoßverbindung von HDPE-Rohren bei vorgegebenem Druck


