 Ir al contenido
Ir al contenido La soldadura por fusión a tope une tuberías de HDPE calentando sus extremos. Este proceso funde y fusiona las tuberías para evitar fugas. Las uniones son resistentes y pueden durar muchos años. Es importante para las industrias que requieren sistemas de tuberías robustos. MM-TecnologíaLa soldadora de fusión a tope de . funciona con precisión y fiabilidad. Facilita proyectos en ciudades e industrias en crecimiento.
Siguiendo normas como ISO y ASTM Garantiza la seguridad de estas uniones, lo que las hace ideales para sistemas de agua y alcantarillado.
Puntos Clave
La soldadura por fusión a tope une tuberías de HDPE mediante el calentamiento y la fusión de sus extremos. Este proceso permite conexiones resistentes y sin fugas en diversas industrias.
Limpiar y alinear los extremos de las tuberías antes de soldar es fundamental. Una buena preparación fortalece las uniones y previene fugas, lo que facilita el proceso.
Usar la temperatura (de 400 °C a 450 °C) y la presión (de 30 a 90 psi) correctas es fundamental. Estos ajustes influyen en la resistencia y durabilidad de las uniones.
Proceso paso a paso de soldadura por fusión a tope
Limpieza de los extremos de las tuberías
Comience limpiando cuidadosamente los extremos de la tubería. La suciedad o la grasa pueden debilitar la unión. Use un paño limpio para limpiarlos bien. Para la suciedad difícil, use una rasqueta o una solución limpiadora. Las superficies limpias ayudan a que las tuberías se adhieran firmemente al fundirse.
Consejo: Revise los extremos de la tubería después de limpiarlos. Asegúrese de que no queden residuos. Este pequeño paso fortalece la unión.
Sujeción de las tuberías
Después de limpiar, fije las tuberías en la soldadora con abrazaderas. Estas abrazaderas mantienen las tuberías rectas durante la soldadura. Si las tuberías no están alineadas, la unión podría tener fugas o romperse.
Elemento clave | Por qué es Importante |
|---|---|
Mantenga las tuberías en la posición correcta para lograr soldaduras fuertes. | |
Placa calefactora | Calienta los extremos de las tuberías de manera uniforme para lograr una buena unión. |
Alineación apropiada | Previene puntos débiles y garantiza que la unión esté segura. |
La sujeción también reduce la tensión y evita que las tuberías se doblen. Este paso es fundamental para una soldadura resistente.
Calentar los extremos de las tuberías
A continuación, caliente los extremos de la tubería con la placa calefactora. La placa calienta los extremos para 400 ° F – 450 ° F (204 ° C – 232 ° C)Esto derrite el material de la tubería de manera uniforme sin dañarlo.
Indicador de rendimiento | Lo que significa |
|---|---|
Temperatura de calefacción | Se mantiene entre 400 °F y 450 °F para una fusión adecuada. |
Duración de calentamiento | Las tuberías más grandes tardan más en calentarse por completo. |
Asegúrese de que la placa calefactora esté limpia antes de usarla. Una vez fundidos los extremos, retire la placa con cuidado para evitar la suciedad.
Fusionando las tuberías
Presione los extremos fundidos de la tubería con el soldador. Aplique una presión constante para que los extremos se adhieran correctamente. La presión debe estar entre 30 y 90 psi, dependiendo del tamaño de la tubería.
Nota: Usar la presión correcta es fundamental. Una presión excesiva expulsa el material fundido. Una presión insuficiente debilita la unión.
Este paso crea una unión sólida, haciendo que las tuberías parezcan una sola pieza. Estudios demuestran que esto mejora la resistencia y reduce la probabilidad de fallas.
Enfriamiento de la articulación
Finalmente, deje que la unión se enfríe naturalmente mientras aún está sujeta. No mueva ni fuerce las tuberías durante este tiempo. El enfriamiento suele tardar entre 7.5 y 10 segundos, dependiendo del tamaño de la tubería.
El tiempo de enfriamiento afecta la resistencia de la unión. Un enfriamiento demasiado prolongado puede debilitar algunos materiales.
Los modelos de enfriamiento avanzados ayudan a predecir los tiempos de enfriamiento para obtener mejores resultados.
Una vez enfriado, suelte las abrazaderas y revise la unión. Una buena unión será resistente, hermética y estará lista para usar.
Tipos de soldadores de fusión a tope
Elegir soldador por fusión a tope Depende de las necesidades de su proyecto. Cada tipo tiene características y beneficios únicos para diversas tareas.
Soldadores manuales de fusión a tope
Las soldadoras manuales son máquinas sencillas y rentables. Los operadores controlan el proceso, lo que las hace ideales para proyectos pequeños. Funcionan bien en áreas con bajos costos de mano de obra o donde no se requiere automatización.
Ventajas:
Fácil de usar y económico.
Más barato que las máquinas hidráulicas o automáticas.
Ideal para trabajos pequeños con menos soldaduras.
Limitaciones:
La precisión depende de la habilidad del operador.
No es ideal para proyectos grandes o complejos que necesitan alta precisión.
Tip:Para trabajos pequeños o presupuestos ajustados, los soldadores manuales son una opción inteligente.
Soldadores de fusión a tope semiautomáticos
Los soldadores semiautomáticos combinan el trabajo manual con cierta automatización. Estas máquinas reducen el esfuerzo del operador y mejoran la precisión. Son ideales para proyectos medianos y grandes que requieren resultados consistentes.
Características principales:
Calentamiento y presión automatizados para una mayor precisión.
Menor dependencia de las habilidades del operador en comparación con las máquinas manuales.
Los soldadores semiautomáticos equilibran costo y rendimiento, lo que los hace populares entre los profesionales.
Soldadores de fusión a tope totalmente automáticos
Las soldadoras totalmente automáticas ofrecen máxima precisión y eficiencia. Estas máquinas gestionan todo, desde el calentamiento hasta el enfriamiento, con mínima intervención del operador. Son perfectas para proyectos grandes que requieren uniones de alta calidad.
Característica | Soldadores Manuales | Soldadores automáticos |
|---|---|---|
Velocidad de soldadura | 2-3 articulaciones por hora | 3-4 articulaciones por hora |
Costo Inicial | Más Bajo | Más alto |
Facilidad de Uso | Controlado por el operador | Mayormente automatizado |
Costos de mantenimiento | Más Bajo | Más alto |
Nota: Las máquinas automáticas cuestan más, pero ofrecen excelente confiabilidad y eficiencia.
Características y beneficios de la máquina de fusión de glúteos MM-Tech
Las máquinas MM-Tech son conocidas por sus funciones avanzadas y su facilidad de uso. Están diseñadas para ofrecer soluciones de soldadura fiables y eficientes.
¿Por qué elegir MM-Tech?
Herramientas como los registradores de datos garantizan soldaduras precisas y de calidad.
Asequible pero confiable, ofrece un gran valor.
Una garantía de 24 meses agrega confianza y satisfacción.
Las máquinas MM-Tech son duraderas, precisas y fáciles de usar. Son la opción predilecta para profesionales de todo el mundo. Ya sea para proyectos pequeños o grandes, MM-Tech tiene la solución perfecta para usted.
Mejores prácticas para uniones de tuberías de HDPE duraderas
Cómo mantener las superficies de las tuberías limpias y lisas
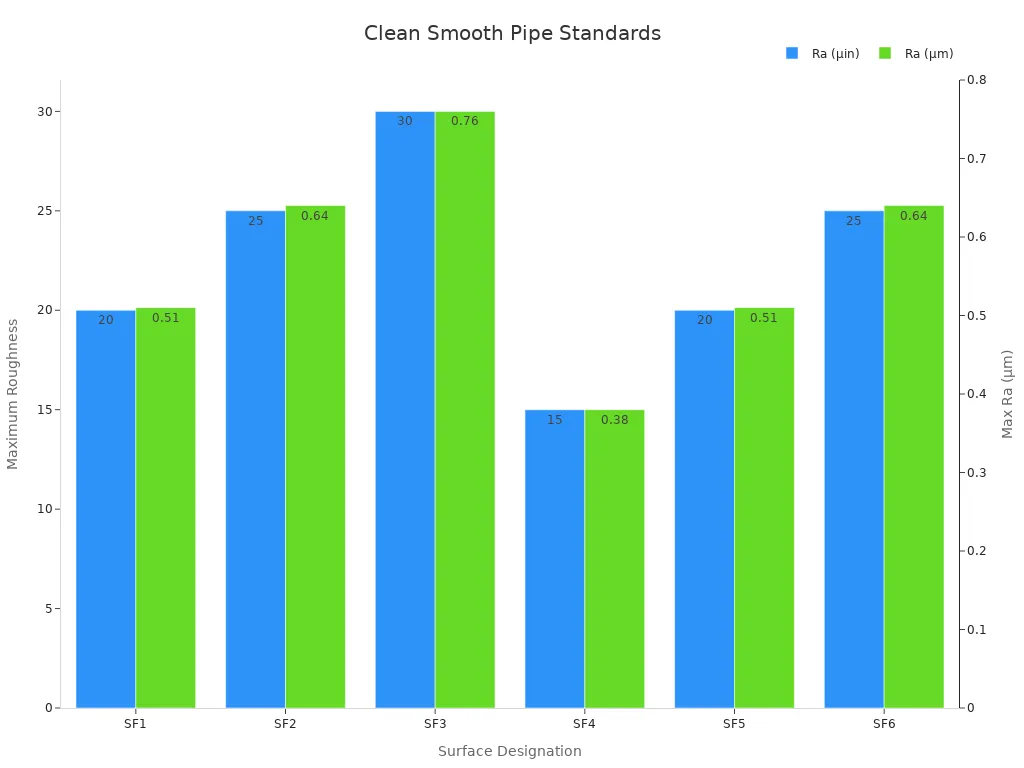
Las tuberías limpias y lisas fortalecen las uniones. La suciedad o las asperezas pueden causar fugas o roturas. Las tuberías deben cumplir con las normas de limpieza establecidas por las industrias. Las normas ASME BPE clasifican las superficies de SF0 a SF6. El SF4 es el más liso y el mejor para entornos limpios.
Tipo de superficie | Ra máximo (μin) | Ra máximo (μm) | Acabado de la superficie |
|---|---|---|---|
SF0 | N/A | N/A | Pulido a máquina |
SF4 | ≤ 15 | ≤ 0.38 | Pulido y tratado con electricidad. |
Las tuberías lisas se adhieren mejor durante la soldadura. Use raspadores o limpiadores para eliminar la suciedad. Para trabajos precisos, las superficies de SF4 son las más adecuadas para obtener resultados resistentes.
Alineación correcta de los extremos de las tuberías
Las tuberías alineadas fortalecen las uniones. Las tuberías desalineadas pueden agrietarse o tener fugas. Use abrazaderas para mantener las tuberías firmes y rectas. Las abrazaderas ayudan a que los extremos se unan perfectamente para una buena soldadura.
Consejo: Compruebe siempre la alineación antes de soldar. Incluso pequeños errores pueden debilitar la unión.
Usando la temperatura y presión adecuadas
La temperatura y la presión son clave en la soldadura por fusión a tope. Caliente las tuberías a la temperatura adecuada para que se fundan uniformemente. Para tuberías de HDPE, caliente entre 400 °C y 450 °C (204 °F y 232 °F). Aplique una presión constante, generalmente de 30 a 90 psi, según el tamaño de la tubería.
Factor clave | Mejor gama |
|---|---|
Temperatura de calefacción | 400 ° F – 450 ° F (204 ° C – 232 ° C) |
Presión de fusión | 30-90 psi |
No sobrecaliente ni subcaliente las tuberías. Una presión incorrecta puede debilitar la unión. Utilice un soldador con controles precisos para obtener una soldadura perfecta.
Comprobación de la unión después de la soldadura
Inspeccione la unión después de soldar para asegurar su resistencia. Busque grietas, huecos o irregularidades. Una buena unión se ve lisa y uniforme. Para proyectos importantes, utilice herramientas como la prueba ultrasónica para revisar la unión.
Nota: Los controles periódicos detectan los problemas a tiempo y ahorran tiempo y dinero.
Siguiendo estos pasos, podrá realizar uniones de tuberías de HDPE que duren y no presenten fugas.
La soldadura por fusión a tope es clave para fabricar productos resistentes y sin fugas. HDPE Sistemas de tuberías. Proporciona precisión, velocidad y un rendimiento duradero.
Factor clave | Por qué es Importante |
|---|---|
Une HDPE tuberías de forma rápida y eficaz | |
Precisión | Crea uniones resistentes que se mantienen fuertes con el paso del tiempo. |
Temperatura y presión óptimas | Necesario para realizar soldaduras de alta calidad. |
Superficies limpias y alineadas | Detiene problemas como soldaduras débiles o defectuosas. |
Pasos como la limpieza, la sujeción y el enfriamiento ayudan a crear uniones sólidas. Las máquinas de MM-Tech mejoran la resistencia con calentadores recubiertos de teflón y herramientas hidráulicas precisas. Estas características cumplen con las normas ISO, lo que las convierte en una opción confiable para expertos de todo el mundo.
Consejo: Cuide sus herramientas de soldadura para que sigan funcionando bien y duren más.
Preguntas Frecuentes
¿Cuál es la mejor temperatura para la soldadura por fusión a tope?
La mejor temperatura para calentar HDPE Las tuberías son 400 °F a 450 °F (204 °C–232 °C)Esto ayuda a que las tuberías se fundan correctamente y formen una unión fuerte.
¿Cómo se pueden mantener las tuberías alineadas durante la soldadura?
Utilice abrazaderas para sujetar firmemente las tuberías. Estas abrazaderas evitan que se muevan, asegurando que los extremos encajen perfectamente para una unión sólida y sin fugas.
¿Son buenas las máquinas MM-Tech para tuberías grandes?
Sí, las máquinas de fusión a tope MM-Tech pueden soldar tuberías de hasta 1200 mm de ancho. Están diseñados para ser fuertes y precisos, incluso para proyectos grandes.









