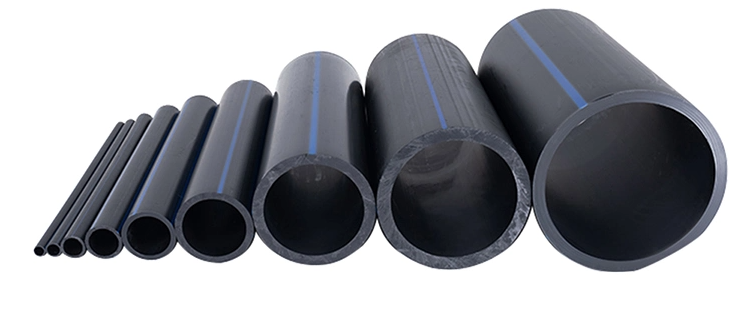
La fusión de tuberías de HDPE requiere precisión para crear uniones resistentes y herméticas. Es necesario calentar los extremos de las tuberías a una temperatura de entre 200 y 240 °C (392 y 464 °F) utilizando una máquina de soldadura por fusión a tope de HDPE. Este proceso garantiza durabilidad y fiabilidad. Las tuberías de HDPE se utilizan ampliamente en aplicaciones industriales debido a su resistencia a productos químicos y abrasivos, lo que las hace ideales para... transporte de materiales peligrosos y lodos.
Puntos clave
-
Caliente los extremos de las tuberías de HDPE a una temperatura entre 200 y 240 °C (392 y 464 °F) para obtener uniones fuertes y a prueba de fugas.
-
Limpie y prepare completamente los extremos de la tubería antes de la fusión para garantizar una unión exitosa.
-
Deje pasar al menos 11 minutos de tiempo de enfriamiento por cada pulgada de espesor de pared para mantener la resistencia de la unión.
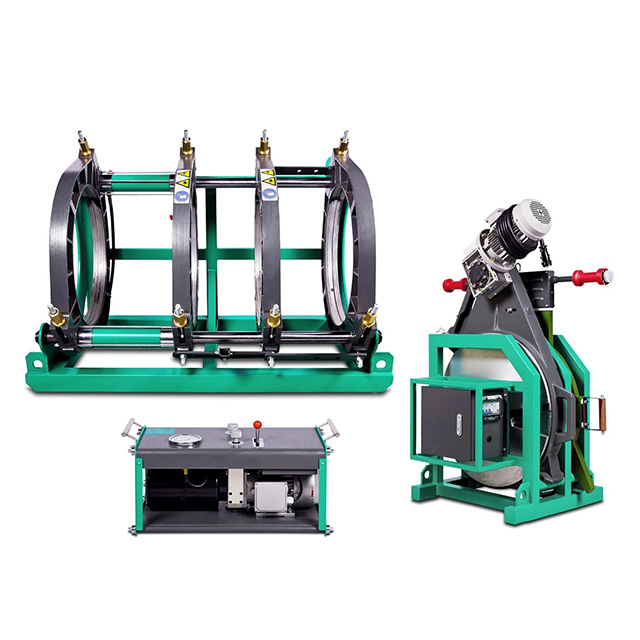
Comprensión de la máquina de soldadura por fusión a tope para HDPE
¿Qué es una máquina de soldadura por fusión a tope?
Una máquina de soldadura por fusión a tope es una herramienta especializada diseñada para unir tuberías de polietileno de alta densidad. Crea una conexión perfecta y duradera calentando los extremos de la tubería hasta su estado fundido y presionándolos. Este proceso garantiza una unión resistente, lo que la hace ideal para aplicaciones donde las juntas a prueba de fugas son esenciales. Esta máquina se puede utilizar en diversas industrias, como la distribución de agua y gas, la gestión de aguas residuales y las tuberías industriales. También desempeña un papel fundamental en sistemas geotérmicos y de climatización (HVAC), garantizando una transferencia de calor eficiente.
El funcionamiento de una máquina de soldadura por fusión a tope sigue un proceso sistemático:
-
Precalentamiento: La placa calefactora se precalienta a aproximadamente 200°C, dependiendo del material.
-
Sujeción: Los tubos se sujetan de forma segura para mantener la estabilidad.
-
Calentamiento y fusión: Los extremos de las tuberías se calientan hasta que alcanzan un estado fundido.
-
Soldadura: Se retira la placa calefactora y se aplica presión para fusionar los extremos fundidos.
-
Enfriamiento y curado: La unión se mantiene bajo presión hasta que se solidifica.
Este método paso a paso garantiza precisión y confiabilidad, haciendo que la máquina sea indispensable para la soldadura de tuberías de polietileno de alta densidad.
Componentes clave de una máquina de soldadura por fusión a tope
Una máquina de soldadura por fusión a tope consta de varios componentes esenciales que trabajan juntos para ofrecer resultados precisos:
-
Placa de calentamiento:Este componente calienta los extremos de la tubería a la temperatura requerida para la fusión.
-
Unidad de sujeción:Mantiene las tuberías en su lugar, garantizando la estabilidad durante el proceso de soldadura.
-
Herramienta recortadora:Esta herramienta prepara los extremos de la tubería eliminando cualquier irregularidad o residuo.
-
Unidad hidraulica:Aplica la presión necesaria para fusionar los extremos de la tubería fundida.
-
Panel de Control:Esta función le permite configurar y monitorear parámetros como la temperatura y la presión.
Cada componente desempeña un papel fundamental para garantizar el funcionamiento eficiente de la máquina. Por ejemplo, el revestimiento antiadherente de la placa calefactora evita la acumulación de material, mientras que la unidad hidráulica garantiza una presión constante para una unión impecable. En conjunto, estas piezas convierten a la máquina de soldadura por fusión a tope en una herramienta fiable para aplicaciones de tuberías de polietileno de alta densidad.
Cómo realizar la fusión de tuberías de HDPE con una máquina de fusión a tope

Preparación para la unión de tuberías de HDPE
Una preparación adecuada garantiza una fusión exitosa de tuberías de HDPE. Siga estos pasos para comenzar:
-
Limpieza y DesbarbadoUtilice un paño sin pelusa y un limpiador de polietileno homologado para eliminar la suciedad y la grasa. Un raspador de tuberías ayuda a alisar la superficie.
-
Desbarbado de los extremos de las tuberías:Elimine las virutas de plástico con una herramienta desbarbadora para crear bordes uniformes.
-
Biselado de los extremos de las tuberías:Bisele los bordes usando una herramienta de biselado para facilitar la inserción en la máquina de soldadura por fusión a tope.
-
Marcar la profundidad de inserción:Mida y marque la profundidad requerida en la circunferencia de la tubería.
-
Inspección final:Asegúrese de que todas las superficies estén limpias y las herramientas estén libres de contaminación.
Tip: Inspeccione las tuberías para detectar grietas o impurezas. Antes de comenzar. Evite condiciones de viento o polvo para evitar la contaminación durante el proceso.
Calentamiento de los extremos de las tuberías de HDPE
El calentamiento es un paso crítico en el proceso de fusión a tope. Precaliente la placa calefactora de su máquina de soldadura por fusión a tope de HDPE a... temperatura entre 204°C y 232°C (400°F a 450°F)Este rango garantiza que los extremos de las tuberías se fundan uniformemente. El calentamiento uniforme minimiza los puntos débiles en las uniones. Utilice un sistema automático de control de temperatura para mantener un calor constante. Ajuste los parámetros de calentamiento según las condiciones ambientales, como frío extremo o viento, para obtener resultados óptimos.
Proceso de fusión para tuberías de HDPE
Una vez calentados los extremos de la tubería, retire la placa calefactora y presione los extremos fundidos para unirlos. Aplique presión constante con la unidad hidráulica de la soldadora de fusión a tope. Este paso crea una unión perfecta. Asegúrese de que las tuberías permanezcan alineadas durante todo el proceso de fusión. Una desalineación puede debilitar la unión y comprometer su durabilidad.
Enfriamiento y finalización de la unión
El enfriamiento es esencial para mantener la integridad de la unión. Deje que la unión se enfríe bajo presión durante al menos 11 minutos por cada pulgada de espesor de pared. Evite mover o tocar la tubería durante este tiempo. Para tuberías más grandes, el enfriamiento puede tardar más. Siga las recomendaciones del fabricante para asegurar una unión fuerte y duradera. Después del enfriamiento, inspeccione la unión para detectar cualquier espacio o irregularidad.
Nota: :Un tiempo de enfriamiento adecuado evita fallas en las juntas y garantiza confiabilidad a largo plazo.
Factores que influyen en la temperatura de fusión de las tuberías de HDPE
Tamaño de la tubería y grado del material
El tamaño y la calidad del material de la tubería afectan significativamente el proceso de fusión. Las tuberías más grandes requieren más calor y tiempos de calentamiento más largos para garantizar una fusión uniforme de los extremos. Las tuberías más pequeñas, en cambio, se calientan más rápido y requieren una sincronización precisa para evitar el sobrecalentamiento. La calidad del material también influye. Las tuberías de polietileno de alta densidad (HDPE) de diferentes grados pueden tener diferentes puntos de fusión. Siempre debe consultar las especificaciones de la tubería para determinar la temperatura y la duración del calentamiento correctas para una fusión a tope exitosa.
Tip: Utilizar una máquina de fusión a tope con un sistema de control de temperatura digital para mantener la precisión durante el proceso.
Condiciones ambientales y su impacto
Factores ambientales como la temperatura, la humedad y el viento pueden influir en la calidad de la fusión. El frío extremo o el viento pueden provocar que el calor se disipe demasiado rápido, lo que resulta en uniones débiles. La humedad alta puede introducir humedad, creando espacios vacíos en la zona de fusión. Para contrarrestar estos desafíos:
-
Utilice cubiertas aislantes para retener el calor durante la fusión.
-
Aumentar los tiempos de calentamiento entre un 5 y un 10 % en ambientes más fríos.
-
Instalar parabrisas para minimizar la pérdida de calor.
-
Asegúrese de que la temperatura ambiente esté entre 40 °F y 120 °F para obtener resultados óptimos.
Nota: :Evite realizar la instalación de tuberías en condiciones de viento o polvo para evitar la contaminación de las juntas.
Importancia de seguir las pautas del fabricante
Seguir las directrices del fabricante es crucial para lograr uniones resistentes y duraderas. Estas directrices proporcionan instrucciones específicas para el calentamiento, la aplicación de presión y los tiempos de enfriamiento, adaptados al material y tamaño de la tubería. También incluyen métodos de inspección para evaluar la resistencia de las uniones. Seguir estas recomendaciones garantiza el éxito y la durabilidad de la instalación de tuberías. Además, le ayuda a superar los problemas comunes en la fusión a tope, como la desalineación o el calentamiento inadecuado.
recordatorio:Consulte siempre el manual del fabricante para conocer las mejores prácticas durante el proceso de fusión.
La fusión exitosa de tuberías de HDPE requiere precisión y el cumplimiento de las mejores prácticas. Utilizando una máquina de soldadura a tope de HDPE de alta calidad, como la... MM-Tecnología El modelo garantiza uniones duraderas y herméticas. Siga estos pasos clave para obtener resultados óptimos:
-
Limpie y prepare minuciosamente los extremos de la tubería. para eliminar los escombros.
-
Calentar los extremos de la tubería a la temperatura correcta sin sobrecalentarlos ni subcalentarlos.
-
Aplique una presión constante durante el proceso de fusión para lograr uniones uniformes.
-
Permitir suficiente tiempo de enfriamiento para mantener la fuerza de las articulaciones.
Una máquina confiable ofrece beneficios a largo plazo, como uniones sin costuras, durabilidad y bajo mantenimiento. Siguiendo las instrucciones del fabricante y considerando los factores ambientales, podrá lograr resultados consistentes en cada proyecto.
TipInvertir en una máquina de alta calidad garantiza su longevidad y reduce los costos operativos a lo largo del tiempo.
Preguntas Frecuentes
¿Cuál es el rango de temperatura ideal para fusionar tuberías de HDPE?
El rango de temperatura ideal es de 200 a 240 °C (392 a 464 °F). Esto garantiza que los extremos de la tubería se fundan uniformemente, creando una unión resistente y duradera.
¿Puede utilizar cualquier máquina de fusión a tope para tuberías de HDPE?
No, debe usar una máquina de alta calidad como la máquina de fusión a tope MM-Tech. Garantiza precisión, durabilidad y cumplimiento de los estándares de la industria.
¿Cuánto tiempo se debe dejar enfriar la unión después de la fusión?
Deje que la junta se enfríe bajo presión durante al menos 11 minutos por cada pulgada de espesor de pared. Esto evita que la junta se rompa y garantiza su durabilidad.
Tip:Siga siempre las recomendaciones de enfriamiento del fabricante para obtener los mejores resultados.